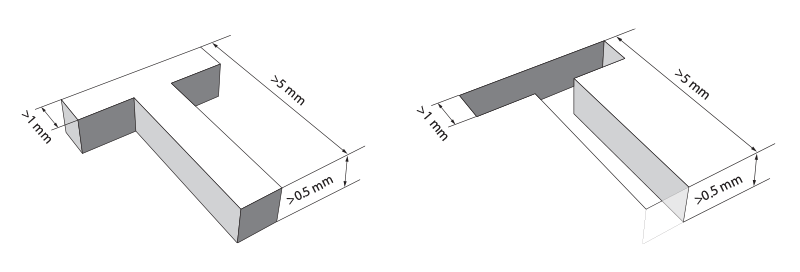
Wandstärke
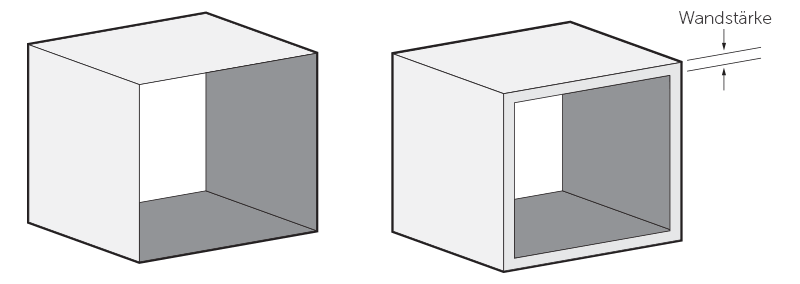
Beim 3D-Drucken bezeichnet die Wandstärke die Distanz zwischen den parallelen Außenflächen einer Wand eines Modells. Für das Drucken von Titan sollte die minimale Wandstärke für kleine Flächen und Oberflächendetails mit einer Größe bis 15 mm x 15 mm 0,5 mm betragen. Für größere Elemente sollte die Wandstärke auf 1 mm angehoben werden.
Detailgröße

Sehr kleine Details (bis zu min. 0,25 mm) können ebenfalls mit Titan hergestellt werden. Die Detailgröße bezieht sich dabei auf den Abstand zwischen der Oberfläche Ihres Modells und der Detailoberfläche. Buchstaben werden ebenfalls als Oberflächendetails eingeordnet, haben allerdings andere Spezifikationen (siehe Absatz unten).
Geometrie
Organische oder Freiformflächen aus Titan sehen ansprechender aus als Strukturen mit rechten Winkeln oder geraden Linien. Winkel kleiner als 40° führen in der Regel zu einer schlechteren Oberflächenqualität, während größere Winkel meist für bessere, glattere Oberflächen sorgen. Überhängende Bereiche (wie beispielsweise die Unterseite eines Tisches) weisen tendenziell eine schlechte Oberflächenqualität auf.
Ihr Titanmodell wird mittels DLMS gedruckt. Um Beanspruchungen während des Druckprozesses zu vermeiden, die eine Verformung des Modells zur Folge haben können, sollten die Kanten in Ihrem Modell ab- oder ausgerundet werden. Vermeiden Sie außerdem scharfe Kanten.
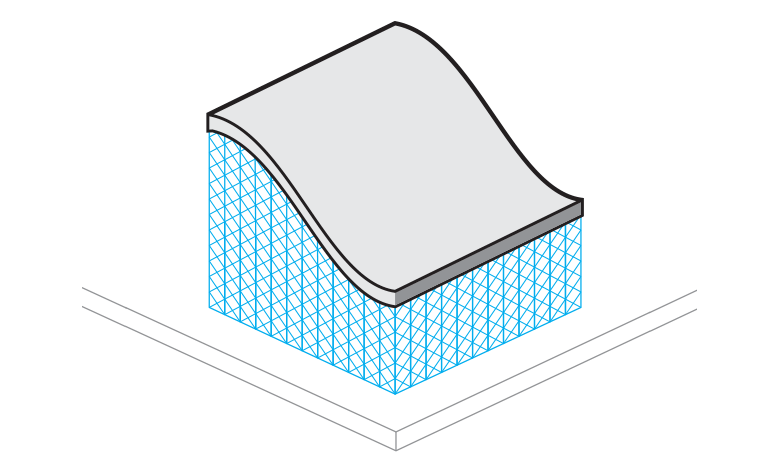
Die ideale Form, die mit diesem Verfahren hergestellt werden kann, ist die einer Gitterstruktur. Solche Strukturen sind mit diesem Verfahren leicht herzustellen und liefern die besten Ergebnisse.
Maßgenauigkeit
DMLS ist mit Abstand das 3D-Druck-Verfahren für Metall mit der höchsten Maßgenauigkeit. Die Maßgenauigkeit bezieht sich dabei nicht auf den Detailgrad Ihres Modells, sondern um die Abweichung von der Größe Ihres ursprünglichen Designs. Die allgemeine Toleranz für das Material liegt bei 2% mit einem Minimum von ±200 µm. Normalerweise liegt die Toleranz für 3D-gedrucktes Titan bei 0,2%. Für Ihre Modelle haben wir uns jedoch für einen optimalen Mittelweg zwischen Genauigkeit und Bezahlbarkeit entschieden.
Support
Titan wird mittels DLMS gedruckt. Beim direkten Metal Laser-Sintern (DLMS) wird das Titanpulver schichtweise mit einem Laserstrahl gesintert, der gemäß der Konturen Ihres Designs über das Pulverbett bewegt wird. Stützstrukturen werden ebenfalls aus Titan gedruckt. Die Stützstrukturen geben Ihrem Modell während des Druckprozesses Halt und wirken Spannungen und Verformungen entgegen. Wände und Überhänge mit Winkeln kleiner als 40° müssen in der Regel gestützt werden, da Sie sonst während des Druckprozesses kollabieren. Die Stützstrukuren werden anschließend manuell entfernt. Kleinere Rückstände der entfernten Strukturen können sichtbar bleiben.
Verschachtelte Objekte, bewegliche und ineinandergreifende Teile
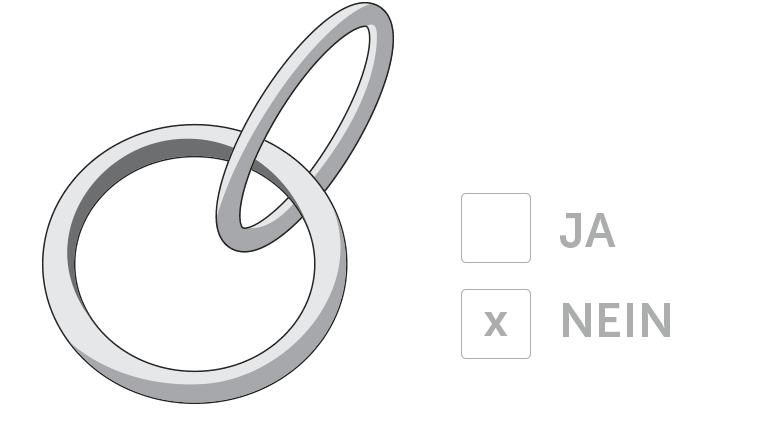
Ineinander verschachtelte Objekte (in anderen Objekten eingeschlossene Objekte), bewegliche Teile und ineinandergreifende Teile, wie beispielsweise Ketten, können mit DLMS nicht hergestellt werden da Stützstrukturen benötigt werden.
Eingravierter Text und Oberflächendetails