Grundsätzliche Regeln, Tipps und Tricks
Wandstärke
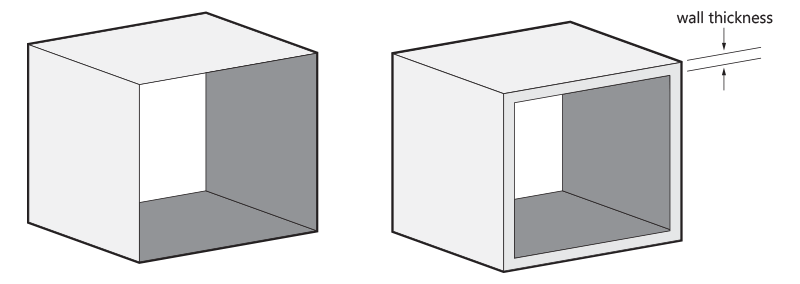
Designen Sie ein hohles Modell
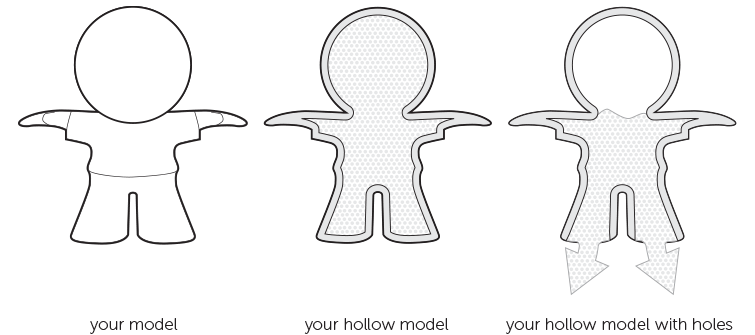
Versuchen Sie, falls möglich, Ihr Bauteil auszuhöhlen. Dadurch werden Verformungen und Verfärbungen beim Druckvorgang verhindert. Sie können Ihr Bauteil entweder ohne Öffnung in der Oberfläche aushöhlen (hierbei verbleibt nicht gesintertes Pulver im Inneren) oder mit einem bzw. noch besser zwei strategisch günstig platzierten Löchern versehen, damit nicht gesintertes Pulver nach dem Druck problemlos entfernt werden kann. Muss das Teil abschließend verschlossen werden, konstruieren Sie einen Stöpsel mit einem Durchmesser, der einen Spalt von 0,5 mm zwischen Bauteil und Stöpsel lässt.
Wenn die Wände Ihres Bauteils stärker als 5 mm sind, höhlt unser Produktionsteam das Bauteil möglicherweise selbstständig aus, um eine Verformung und Verfärbung zu vermeiden. Bei Bauteilen mit einer Wandstärke von mehr als 10 mm wird das standardmäßig gemacht. In einem solchen Fall bleibt das überschüssige Pulver eingeschlossen.
Löcher und Kanäle
Löcher mit kleinem Durchmesser sind beim Sintern einer hohen Wärme ausgesetzt. Dadurch kann es sein, dass Restpulver in den Löchern schmilzt. Damit die Löcher in Ihren Bauteilen frei bleiben, planen Sie bei der Konstruktion einen Durchmesser von mindestens 1 mm ein.
Ab einer gewissen Länge lassen sich innen liegende Kanäle nur noch schwer säubern, insbesondere wenn das Restpulver bereits teilweise gesintert ist. Wir empfehlen daher einen Durchmesser von mindestens 3 mm für innen liegende Kanäle.
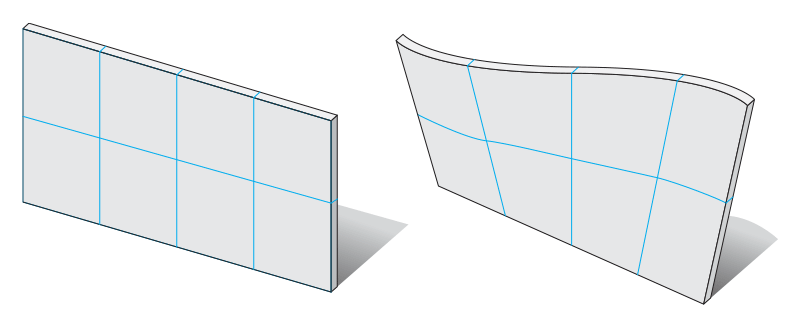
Verzug und Verformung
Ineinandergreifende oder bewegliche Bauteile
Montage
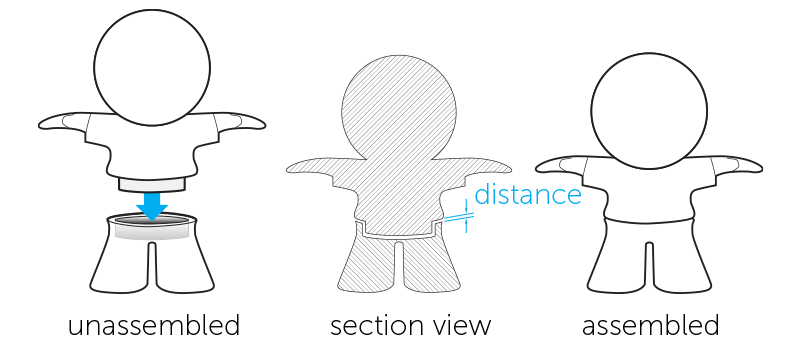
Wenn Sie Bauteile designen, die nach dem Druck montiert werden sollen, muss dringend ausreichend Abstand zwischen den einzelnen Bauteilen eingehalten werden. Eine perfekte Passform in der CAD-Software macht noch keine perfekte Passform nach dem Druck – Ihre Software ist häufig nicht in der Lage, den Reibungskoeffizienten der gedruckten Teile zu simulieren. Aus diesem Grund sollten Sie stets mindestens 0,6 mm Platz zwischen den einzelnen Bauteilen lassen. Bei Bauteilen mit großen Oberflächen und Wandstärken ist sogar ein noch größerer Abstand erforderlich.
Damit wir Ihr Bauteil mit den bestmöglichen Abmessungen für die Montage drucken können, erstellen Sie Ihre Dateien bitte unter Berücksichtigung der relativen Ausrichtung Ihrer Bauteile für die Endmontage.
Angehobene oder eingeprägte Details
Grundregeln, Tipps und Tricks für gruppierte Modelle
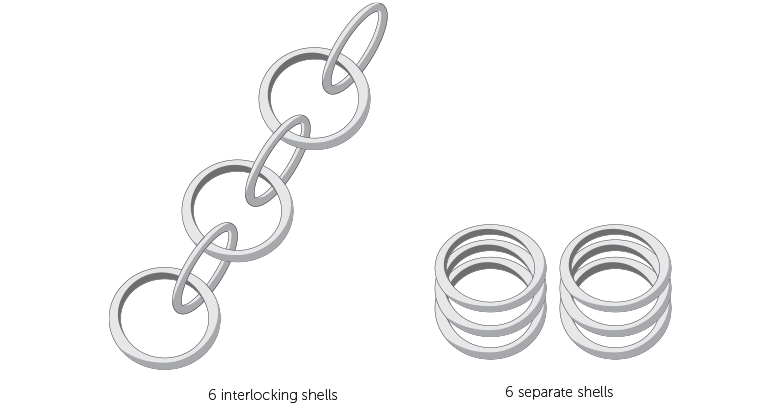
Es ist möglich mehrere "Shells", also abgeschlossene, begrenzte Elemente, in einer 3D-Datei unterzubringen. Wenn die einzelnen Shells ineinandergreifen, wie etwa bei einer Gliederkette, folgen Sie den Regeln im Abschnitt "Der richtige Abstand zwischen (beweglichen) Teilen". Wenn die Elemente Ihres Design nicht ineinander greifen oder nicht verbunden sind, ergeben sich zusätzliche Designregeln und zu beachtende Aspekte, die im Folgenden nachzulesen sind.
Verschollene Teile
Teile verbinden
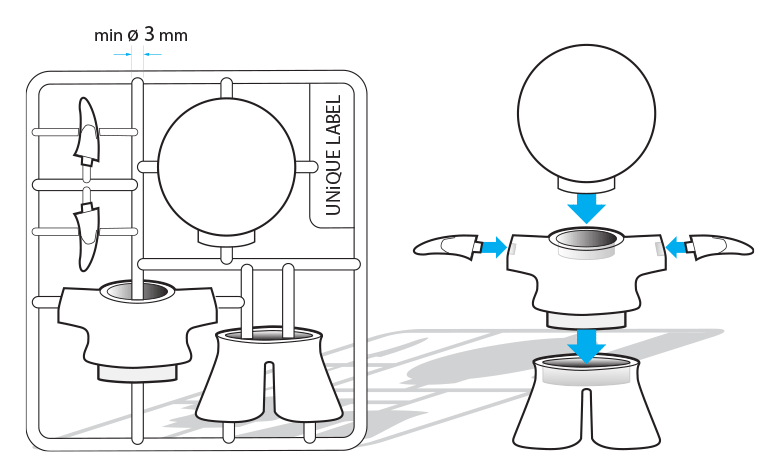
Eine Möglichkeit sicherzustellen, dass alle Elemente in Ihrem Design beieinander bleiben und als ein Bauteil verarbeitet werden können, ist, die verschiedenen Elemente durch Stützstreben miteinander zu verbinden. Dabei ist zu beachten, dass die Elemente gut miteinander verbunden sind und die Verbindungsstreben stabil genug sind. Verwenden Sie daher für die Verbindungsstreben eine minimale Wandstärke von 3 mm.
Je schwerer/sperriger Ihre einzelnen Elemente sind, desto stabiler und dicker sollten die Verbindungsstreben dimensioniert werden. Ist die Verbindung zwischen den Elementen zu schwach, besteht die Gefahr, dass Sie verloren gehen. Sie können besonders schwere Elemente vermeiden, indem Sie sie aushöhlen. Vergessen Sie dabei nur nicht große Öffnungen in ihrem Modell zu platzieren, durch die das Pulver entfernt werden kann. Die Wandstärke der hohlen Elemente sollte weniger als 5 mm betragen.
Es ist außerdem ratsam, jedes Element mit 4 festen Verbindungen zu versehen. Je größer die Elemente sind, desto schwieriger wird es sie vernünftig zu verbinden. Daher sollten die Summe der einzelnen Abmessungen der imaginären Volumenbox (X + Y + Z), die Ihr Modell umschließt, nicht größer sein als 350 mm.
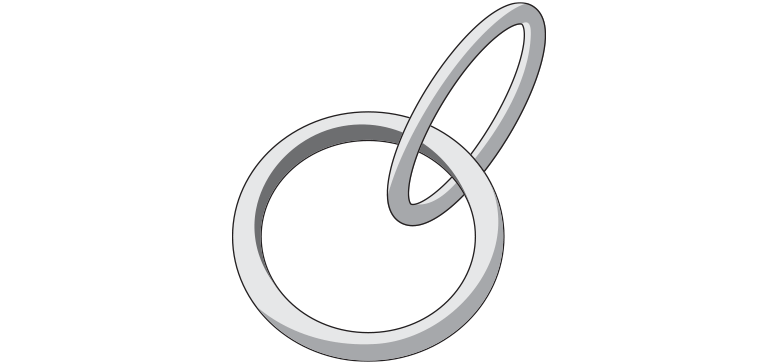
Teile mit einem Ring kombinieren
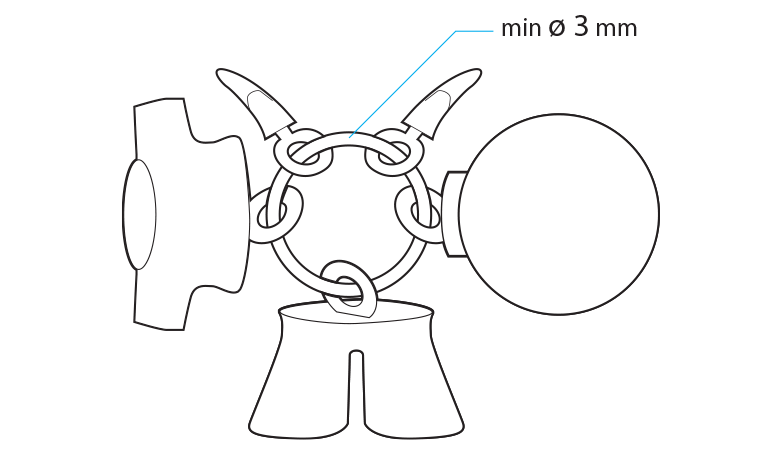
Wenn die Elemente ihrer Modelle Löcher aufweisen, können sie möglicherweise mit einem Ring verbunden werden. Durch die Verbindung mit einem Ring können wir die einzelnen Elemente als ein einziges Bauteil verarbeiten. Wenn Ihre Modelle mit dieser Methode verbunden werden, können die einzelnen Elemente allerdings nicht mehr individuell ausgerichtet und platziert werden. Um Probleme während des Druckvorgangs zu vermeiden, sollte zwischen den Elementen ein Abstand von mindestens 1 mm eingehalten werden. Die minimale Wandstärke des Verbindungsrings sollte 3 mm betragen. Beschränken Sie die Zahl der Elemente an dem Ring, da zu viele und zu große Elemente einen Bruch des Rings verursachen können. Designs bei denen das Risiko eines solchen Bruchs zu hoch ist, werden nicht akzeptiert.
Gitterbehälter
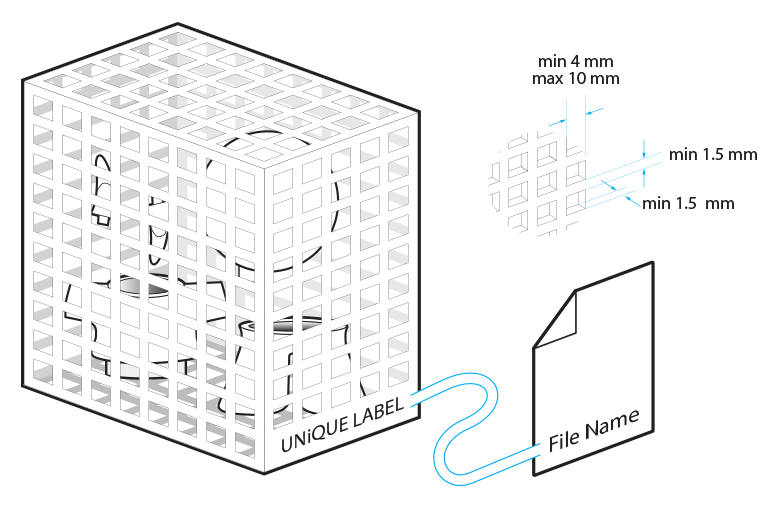
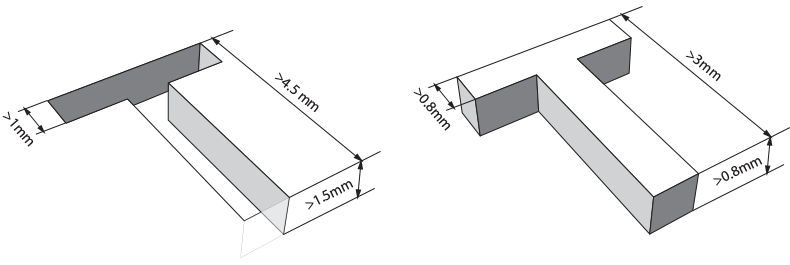
Eine weitere Option mehrere einzelne Elemente in einem Druckvorgang zu fertigen besteht darin, die Teile mit einem geschlossen Behälter zu umgeben. Versehen Sie Ihren Behälter immer mit einem eindeutigen Label, identisch mit dem Dateinamen Ihres Designs, damit wir Ihre Box leicht identifizieren können. Der Inhalt des Behälters ist nicht sichtbar und eine Zuordnung andernfalls nur erschwert möglich. Verwenden Sie eine leicht lesbare Schriftart wie beispielsweise Arial Black für die Labelgravur. Wir empfehlen Buchstaben mit einer minimalen Linienstärke von 1 mm, einer Tiefe von 0,8 mm und einer Gesamthöhe von mindestens 3 mm.
Es ist empfehlenswert einen perforierten Behälter zu verwenden, da so ein Großteil des überschüssigen Pulvers von uns entfernt werden kann. Wir empfehlen die folgenden Abmessungen für Ihren Gitterbehälter: eine Dicke von mindestens 1,5 mm für die Gitterstäbe und eine Fenstergröße von minimal 4 x 4 mm bis maximal 10 x 10 mm. Stellen Sie sicher, dass die Bauteile im Inneren der Box nicht durch die Perforation nach außen gelangen können, damit alle Elemente beieinander bleiben.
Zwischen den einzelnen Bauteilen und den Bauteilen und den Wänden des Behälters sollte ein minimaler Abstand von 3 mm festgelegt werden. Bei kleineren Abständen können die einzelnen Teile aus Versehen zusammengesintert werden.
Ist das Gesamtvolumen Ihres Behälters größer als 1700 cm³, sollten sie die Dichte in dem Behälter verringern, da Objekte mit zu hoher Dichte einen unregelmäßigen Abkühlungsprozess verursachen können. Dies kann eine gelbe Verfärbung und Verformung ihrer Bauteile zur Folge haben. Begrenzen Sie das Gesamtvolumen Ihres Modells auf 10 % des Gesamtvolumens des Behälters.
Befinden sich empfindliche Elemente in dem Behälter, sollten die einzelnen Teile mit dem Behhälter verbunden werden. Dies verhindert, dass sich zerbrechliche Teile während des Transports lose innerhalb des Behälters bewegen und gegenseitig beschädigen können.
Ergebnisse
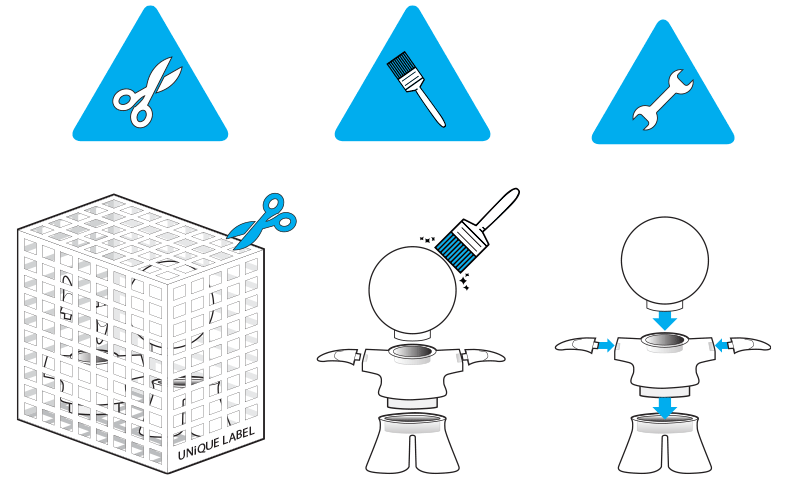
Nach dem Druckvorgang muss Ihr Modell mit einer Bürste gereinigt und überschüssiges Pulver durch Sandstrahlen von der Oberfläche entfernt werden. Dies gilt auch für gruppierte Modelle, wobei sich der Zugang zu den einzelnen Bauteilen hier schwieriger gestaltet. Da die einzelnen Teile miteinander und mit dem Behälter verbunden sind, können möglicherweise nicht alle Bereiche des Modells durch das Sandstrahlen gereinigt werden. Beachten Sie daher, dass auch bei Ihren fertigen Modellen kleinere Pulverrückstände zurückbleiben können. Um Ihre Modelle vollständig zu säubern, können die Pulverrückstände mit einer Bürste oder Druckluft entfernt werden.
Gruppierte Modelle können nur in der Standardausführung ohne zusätzliche Oberflächenbehandlungen angeboten werden. Auf Grund der oben beschriebenen Limitierungen können bei solchen Modellen keine zufriedenstellenden Ergebnisse garantiert werden.
Haftungsausschluss
Die oben beschrieben Optionen mehrere Teile in einer Datei zu kombinieren, erlauben es uns nicht, präzise Qualitätsprüfungen durchzuführen, eine optimale Reinigung aller Einzelteile durch unser Produktionsteam sicherzustellen und alle Einzelteile ideal für den Transport zu verpacken und zu schützen. Gruppierte Modelle können nur in der Standardausführung ohne zusätzliche Oberflächenbehandlungen angeboten werden. Wenn Sie diese Optionen wählen, akzeptieren Sie die beschriebenen Umstände und sind bereit selbst Hand anzulegen um Ihre Modelle zu reinigen.