Grundsätzliche Regeln, Tipps und Tricks
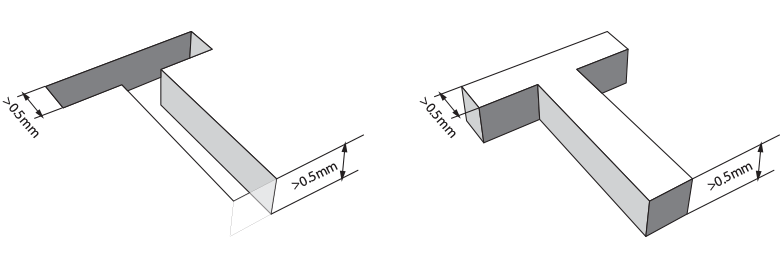
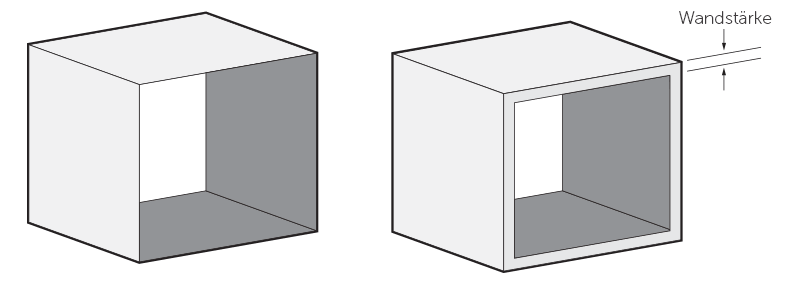
Wandstärke
Oberflächenqualität und Ausrichtung
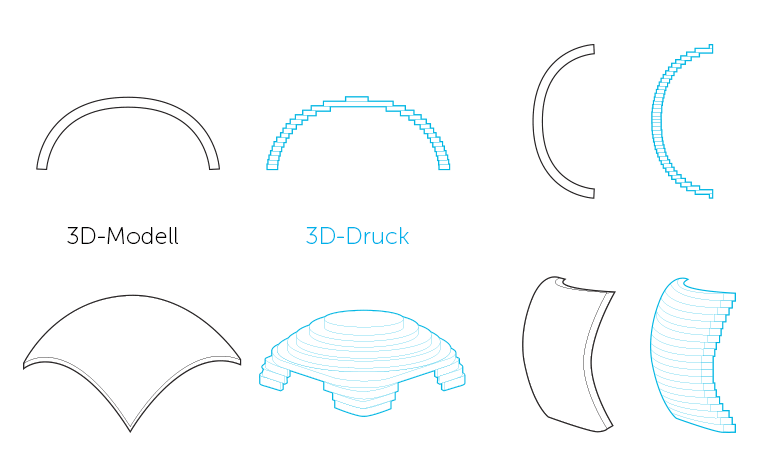
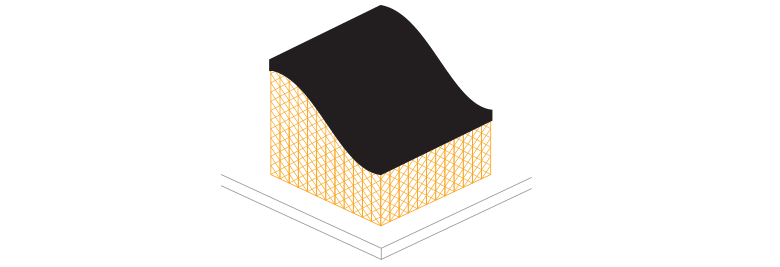
Viele der Eigenschaften Ihres 3D-Modells sind direkt abhängig von dem verwendeten Stereolithografie-Prozess. Da Ihr Modell Schicht für Schicht gedruckt wird, hat die Ausrichtung des Modells Einfluss auf die Oberflächenqualität und Festigkeit. In der Abbildung sind zwei Beispielmodelle mit unterschiedlicher Ausrichtung dargestellt.
Das in horizontaler Richtung gedruckte Modell zeigt deutlich die durch den Druckprozess bedingte, stufenförmige Struktur. Die Oberfläche ist ähnlich einer topographischen Karte aufgebaut. Wird das Modell in vertikaler Ausrichtung gedruckt, wird die Oberflächenqualität besser,
Unser Team wird die beste Ausrichtung für eine bestmögliche Oberflächenqualität und Festigkeit auswählen.
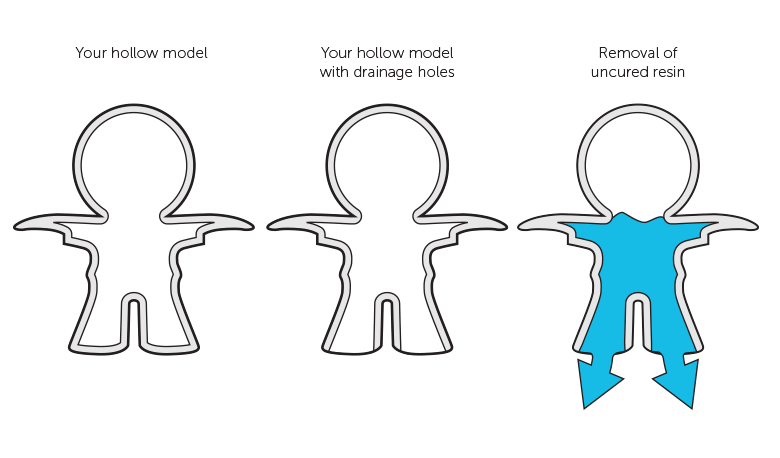
Hollow out Your Model
Versuchen Sie stets Ihr 3D-Modell innen auszuhöhlen. Dadurch wird Ihr 3D-Druck günstiger und Verformungen besonders dicker Stellenwerden vermieden. Halten Sie sich deshalb an die von uns empfohlenen Wandstärken.
Bei ausgehöhlten Modellen muss unser Produktionsteam ein oder mehrere Entwässerungslöcher anbringen. Normalerweise werden diese am niedrigsten Punkt des Modells abgebracht. Diese Löcher ermöglichen es, dass der Druck des Flüßigharzes innerhalb und außerhalb des Modells konstant bleibt und es somit nicht zu Verformungen kommt.
Die Löcher werden zudem verwendet, damit überschüssiges, nicht-gehärtetes Harz abfließen kann und nicht im Modell gefangen ist.
Die genaue Stelle der Entwässerungslöcher hängt von der Orientierung des Modells im 3D-Drucker ab und wird gerne von unserem Produktionsteam festgelegt. Wennimmer möglich, bringen wir diese Löcher an Oberflächen an, die nicht sehr einsehbar sind.
Sie können selbstverständlich auch selbst Öffnungen in Ihrem 3D-Modell anbringen, wenn Sie diese Löcher an bestimmten Stellen bevorzugen. Es kann jedoch vorkommen, dass unser Team zusätzliche Löcher (je nach der Orientierung des Drucks) hinzufügen muss.
Einige hohle Modelle benötigen innere Stützstrukturen. Diese Strukturen können gegebenfalls nicht entfernt werden, wenn Sie manuell nicht zugänglich sind. Für mehr Informationen über dieses Thema, lesen Sie bitte weiter unten den Paragraph über „Innere Stützstrukturen“.
Stützstrukturen
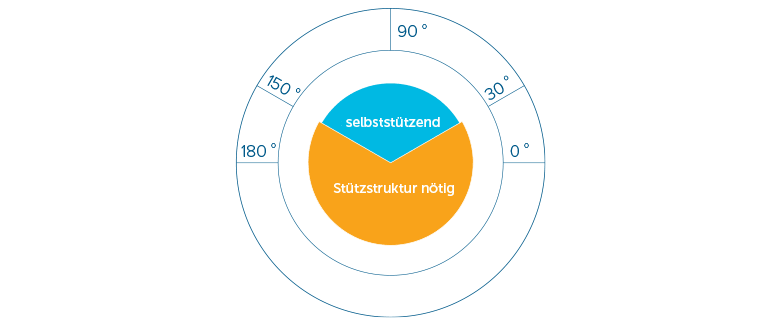
Die 30°-Regel
Äußere Stützstrukturen
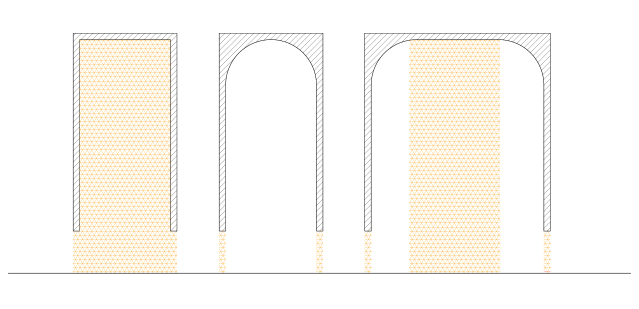
Innere Stützstrukturen
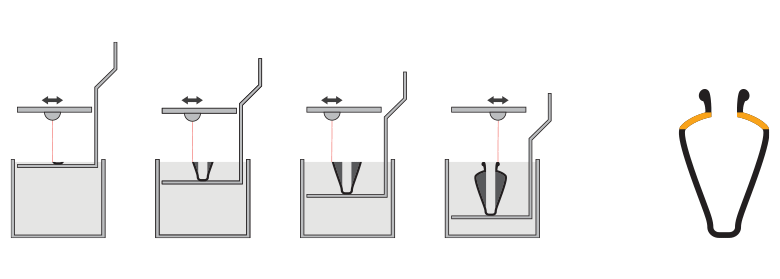
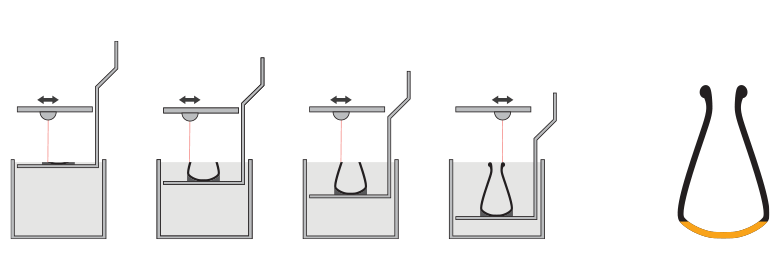
Die 30°-Regel gilt auch für das Innere Ihres Modells. Jedes Modell mit einem inneren Bereich mit einem Winkel kleiner als 30° benötigt zusätzliche Stützstrukturen. Zum Beispiel muss der obere Teil der Vase im Beispielbild gestützt werden, um ein Zusammenfallen während des Druckprozesses zu verhindern. Wie Sie sich sicherlich vorstellen können, gestaltet sich die Entfernung von inneren Stützstrukturen im Vergleich mit äußeren Supportstrukturen sehr viel schwieriger.
In der Regel gibt es zwei Möglichkeiten, wie diese internen Stützstrukturen entfernt werden können. Die einfachste Lösung ist es, dass wir Ihr hohles Modell in zwei Teile aufteilen um die Strukturen zu entfernen. Beim Zusammenkleben beider Teile entsteht jedoch eine sichtbare Linie. Die zweite Lösung ist es, eine große Öffnung anzubringen, damit wir die inneren Stützstrukturen entfernen können. Bei komplexen Formen müssen mehrere Öffnungen angebracht werden. Der Durchschnitt einer Öffnung muss dabei mindestens 10 Millimeter betragen. Je größer die Öffnung, desto höher ist die Wahrscheinlichkeit, dass die Stützstrukturen korrekt entfernt werden können.
Stützstrukturen vermeiden
Eingravierter Text und Oberflächendetails