Grundsätzliche Regeln, Tipps und Tricks
Wandstärke

Im Allgemeinen empfehlen wir eine Wandstärke von mindestens 1 mm. Große Teile erfordern eine höhere Wandstärke oder zusätzliche Rippen oder Füllungen zur Verstärkung. Es sind auch dünnere Teile mit einer Wandstärke von gerade einmal 0,5 mm bei funktionalen Scharnieren möglich. Jedoch muss hierbei die Länge auf 10 mm beschränkt werden, wenn Sie nur an einem Ende befestigt sind, oder auf 25 mm, wenn beide Seiten befestigt werden. Scharniere können dank der isotropischen mechanischen Eigenschaften des Materials in unterschiedlichen Ausrichtungen positioniert werden, ohne dass sie brechen.
Hohlmodelle und Löcher
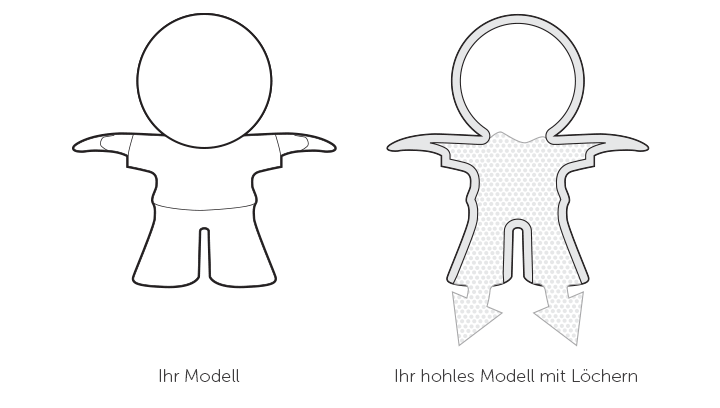
Wir empfehlen, ein solides Modell so stark wie möglich auszuhöhlen, wenn die Wandstärke 20 mm übersteigt. So wird Material eingespart und Einfallstellen werden vermieden. Wir empfehlen eine Wandstärke von 2-3 mm und mindestens zwei Löcher mit einem Mindestdurchmesser von 2 mm zum Entfernen des Pulvers. Es ist möglich, Löcher oder Perforationen und Kanäle zu erstellen. Der empfohlene Durchmesser beträgt 2 mm, mindestens jedoch 1 mm. Es ist jedoch ein gewisses Maß an Nachbearbeitung erforderlich, um überschüssiges Pulver zu entfernen. An den Innenseiten komplexer Kanäle kann Restpulver anhaften. Es wird empfohlen, ein Band oder eine Kette durch den Kanal zu konstruieren, um das Entfernen des Pulvers nach dem Drucken des Teils zu unterstützen. Im Allgemeinen sind für komplexe Löcher oder Kanäle größere Durchmesser erforderlich, damit das lose Pulver entfernt werden kann.
Ineinandergreifende Teile
Es ist möglich, Verbindungsteile und Baugruppen in einem Durchgang zu drucken. Teile, die gemeinsam gedruckt werden, müssen einen Mindestabstand von 0,5 mm haben.
Eingravierte oder aufgeprägte Details
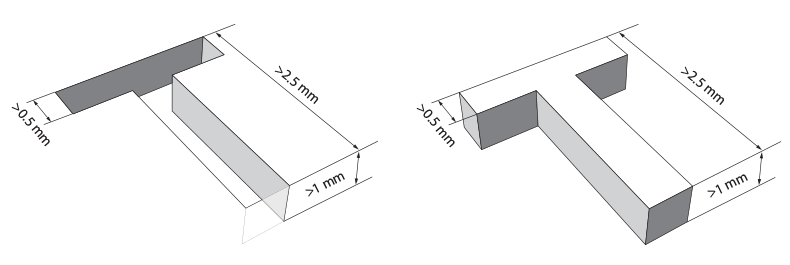
Für geprägte und gravierte Strukturen empfehlen wir eine Mindeststärke von 0,25 mm. Für lesbaren geprägten oder gravierten Text empfehlen wir eine minimale Linienstärke von 0,5 mm, eine Tiefe von 1 mm und eine Gesamthöhe von mindestens 2,5 mm.
Große ebene Flächen können Verzug verursachen
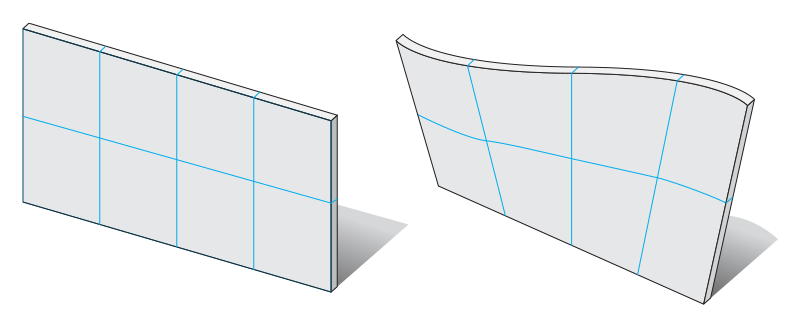
Wir raten dringend davon ab, große, flache Bauteile in Formaten wie beispielsweise A4 zu konstruieren. Es wird in den meisten Fällen zu einer Verformung des Modells kommen. Diesen Vorgang nennt man „Verziehen“. Auch wenn Sie Supportstege unter Ihrem flachen Bauteil platzieren, wird dieses Problem nicht umgangen. Im Gegenteil: Die Verformungswahrscheinlichkeit erhöht sich sogar. Die einzige Abhilfe ist hier, auf die Konstruktion großflächiger, flacher Bauteile zu verzichten.
Grundregeln, Tipps und Tricks für gruppierte Modelle
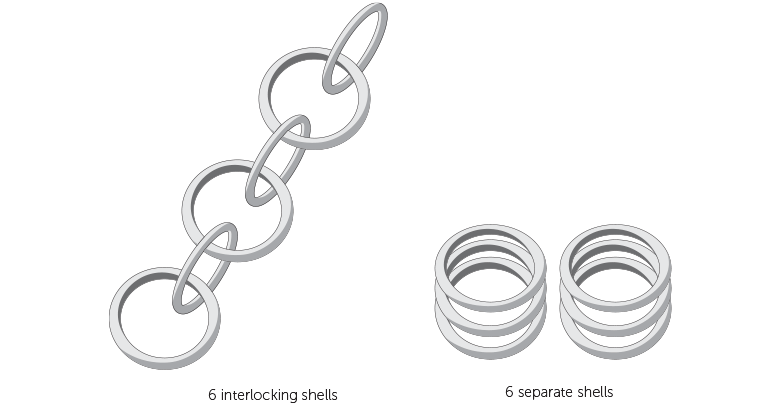
Es ist möglich mehrere "Shells", also abgeschlossene, begrenzte Elemente, in einer 3D-Datei unterzubringen. Wenn die einzelnen Shells ineinandergreifen, wie etwa bei einer Gliederkette, folgen Sie den Regeln im Abschnitt "Der richtige Abstand zwischen (beweglichen) Teilen". Wenn die Elemente Ihres Design nicht ineinander greifen oder nicht verbunden sind, ergeben sich zusätzliche Designregeln und zu beachtende Aspekte, die im Folgenden nachzulesen sind.
Verschollene Teile
Teile verbinden
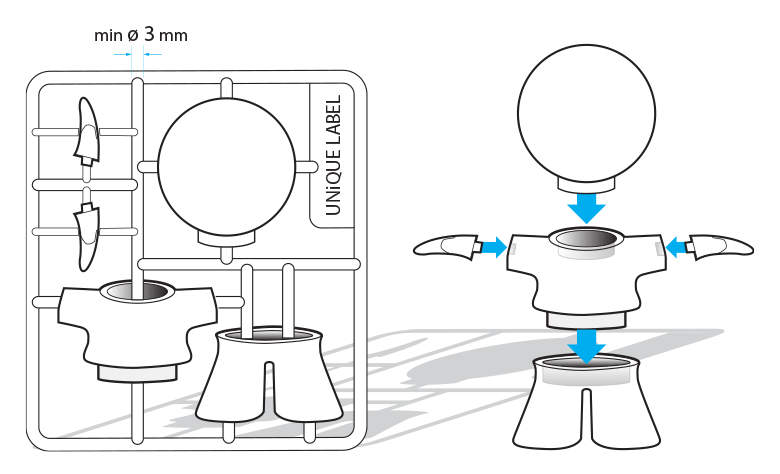
Eine Möglichkeit sicherzustellen, dass alle Elemente in Ihrem Design beieinander bleiben und als ein Bauteil verarbeitet werden können, ist, die verschiedenen Elemente durch Stützstreben miteinander zu verbinden. Dabei ist zu beachten, dass die Elemente gut miteinander verbunden sind und die Verbindungsstreben stabil genug sind. Verwenden Sie daher für die Verbindungsstreben eine minimale Wandstärke von 3 mm.
Je schwerer/sperriger Ihre einzelnen Elemente sind, desto stabiler und dicker sollten die Verbindungsstreben dimensioniert werden. Ist die Verbindung zwischen den Elementen zu schwach, besteht die Gefahr, dass Sie verloren gehen. Sie können besonders schwere Elemente vermeiden, indem Sie sie aushöhlen. Vergessen Sie dabei nur nicht große Öffnungen in ihrem Modell zu platzieren, durch die das Pulver entfernt werden kann. Die Wandstärke der hohlen Elemente sollte weniger als 5 mm betragen.
Es ist außerdem ratsam, jedes Element mit 4 festen Verbindungen zu versehen. Je größer die Elemente sind, desto schwieriger wird es sie vernünftig zu verbinden. Daher sollten die Summe der einzelnen Abmessungen der imaginären Volumenbox (X + Y + Z), die Ihr Modell umschließt, nicht größer sein als 350 mm.
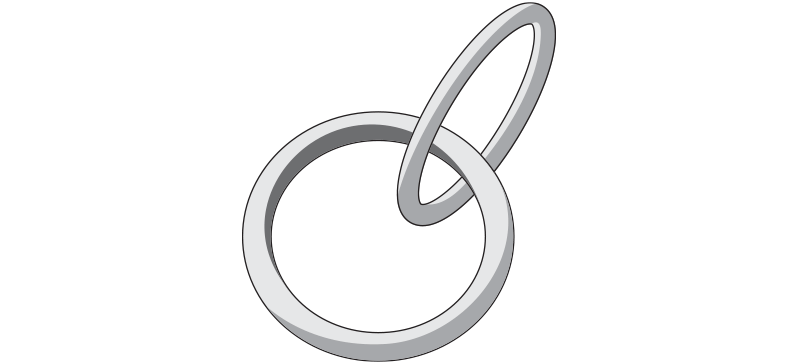
Teile mit einem Ring kombinieren
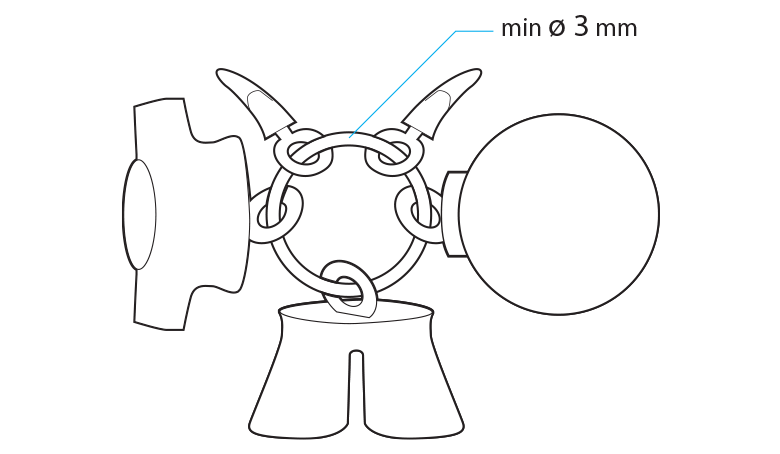
Wenn die Elemente ihrer Modelle Löcher aufweisen, können sie möglicherweise mit einem Ring verbunden werden. Durch die Verbindung mit einem Ring können wir die einzelnen Elemente als ein einziges Bauteil verarbeiten. Wenn Ihre Modelle mit dieser Methode verbunden werden, können die einzelnen Elemente allerdings nicht mehr individuell ausgerichtet und platziert werden. Um Probleme während des Druckvorgangs zu vermeiden, sollte zwischen den Elementen ein Abstand von mindestens 1 mm eingehalten werden. Die minimale Wandstärke des Verbindungsrings sollte 3 mm betragen. Beschränken Sie die Zahl der Elemente an dem Ring, da zu viele und zu große Elemente einen Bruch des Rings verursachen können. Designs bei denen das Risiko eines solchen Bruchs zu hoch ist, werden nicht akzeptiert.
Gitterbehälter
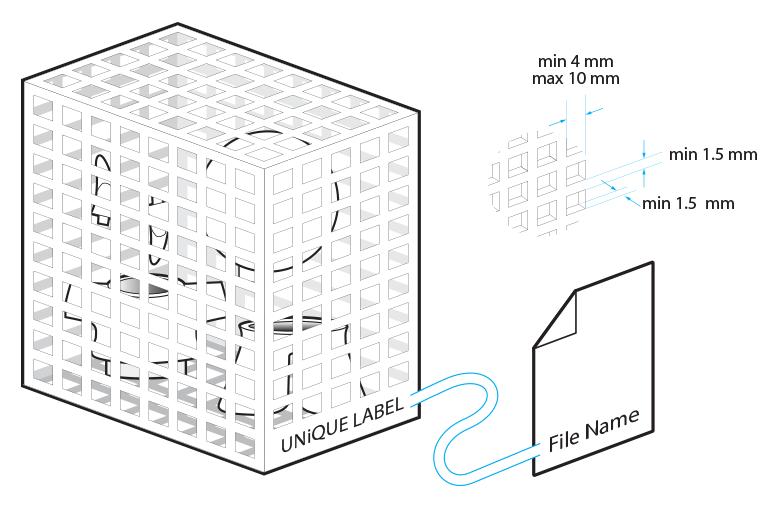
Eine weitere Option mehrere einzelne Elemente in einem Druckvorgang zu fertigen besteht darin, die Teile mit einem geschlossen Behälter zu umgeben. Versehen Sie Ihren Behälter immer mit einem eindeutigen Label, identisch mit dem Dateinamen Ihres Designs, damit wir Ihre Box leicht identifizieren können. Der Inhalt des Behälters ist nicht sichtbar und eine Zuordnung andernfalls nur erschwert möglich. Verwenden Sie eine leicht lesbare Schriftart wie beispielsweise Arial Black für die Labelgravur. Wir empfehlen Buchstaben mit einer minimalen Linienstärke von 1 mm, einer Tiefe von 0,8 mm und einer Gesamthöhe von mindestens 3 mm.
Es ist empfehlenswert einen perforierten Behälter zu verwenden, da so ein Großteil des überschüssigen Pulvers von uns entfernt werden kann. Wir empfehlen die folgenden Abmessungen für Ihren Gitterbehälter: eine Dicke von mindestens 1,5 mm für die Gitterstäbe und eine Fenstergröße von minimal 4 x 4 mm bis maximal 10 x 10 mm. Stellen Sie sicher, dass die Bauteile im Inneren der Box nicht durch die Perforation nach außen gelangen können, damit alle Elemente beieinander bleiben.
Zwischen den einzelnen Bauteilen und den Bauteilen und den Wänden des Behälters sollte ein minimaler Abstand von 3 mm festgelegt werden. Bei kleineren Abständen können die einzelnen Teile aus Versehen zusammengesintert werden.
Ist das Gesamtvolumen Ihres Behälters größer als 1700 cm³, sollten sie die Dichte in dem Behälter verringern, da Objekte mit zu hoher Dichte einen unregelmäßigen Abkühlungsprozess verursachen können. Dies kann eine gelbe Verfärbung und Verformung ihrer Bauteile zur Folge haben. Begrenzen Sie das Gesamtvolumen Ihres Modells auf 10 % des Gesamtvolumens des Behälters.
Befinden sich empfindliche Elemente in dem Behälter, sollten die einzelnen Teile mit dem Behhälter verbunden werden. Dies verhindert, dass sich zerbrechliche Teile während des Transports lose innerhalb des Behälters bewegen und gegenseitig beschädigen können.
Ergebnisse
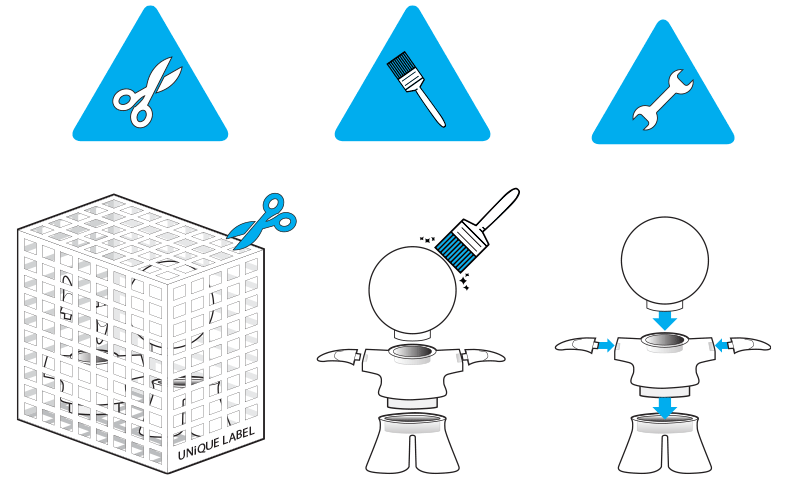
Nach dem Druckvorgang muss Ihr Modell mit einer Bürste gereinigt und überschüssiges Pulver durch Sandstrahlen von der Oberfläche entfernt werden. Dies gilt auch für gruppierte Modelle, wobei sich der Zugang zu den einzelnen Bauteilen hier schwieriger gestaltet. Da die einzelnen Teile miteinander und mit dem Behälter verbunden sind, können möglicherweise nicht alle Bereiche des Modells durch das Sandstrahlen gereinigt werden. Beachten Sie daher, dass auch bei Ihren fertigen Modellen kleinere Pulverrückstände zurückbleiben können. Um Ihre Modelle vollständig zu säubern, können die Pulverrückstände mit einer Bürste oder Druckluft entfernt werden.
Gruppierte Modelle können nur in der Standardausführung ohne zusätzliche Oberflächenbehandlungen angeboten werden. Auf Grund der oben beschriebenen Limitierungen können bei solchen Modellen keine zufriedenstellenden Ergebnisse garantiert werden.
Haftungsausschluss
Die oben beschrieben Optionen mehrere Teile in einer Datei zu kombinieren, erlauben es uns nicht, präzise Qualitätsprüfungen durchzuführen, eine optimale Reinigung aller Einzelteile durch unser Produktionsteam sicherzustellen und alle Einzelteile ideal für den Transport zu verpacken und zu schützen. Gruppierte Modelle können nur in der Standardausführung ohne zusätzliche Oberflächenbehandlungen angeboten werden. Wenn Sie diese Optionen wählen, akzeptieren Sie die beschriebenen Umstände und sind bereit selbst Hand anzulegen um Ihre Modelle zu reinigen.
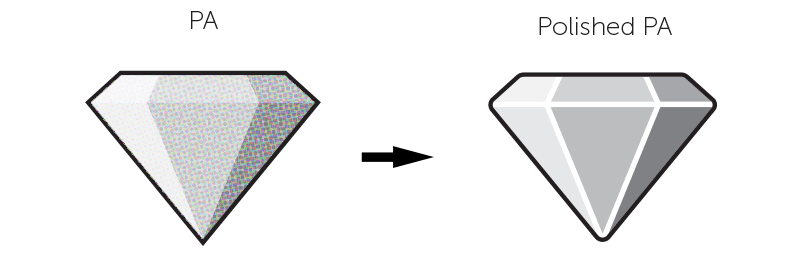
Grundregeln, Tipps und Tricks für polierte Modelle
Bei dem verwendeten Polierprozess handelt es sich um ein besonderes, mechanisches Veredelungsverfahren für Polyamid. Ihr Modell wird in eine Trommel mit kleinen steinähnlichen Schleifkörpern gegeben, die das Modell unter Einfluss von Vibration glätten.
Nur die Starken überleben
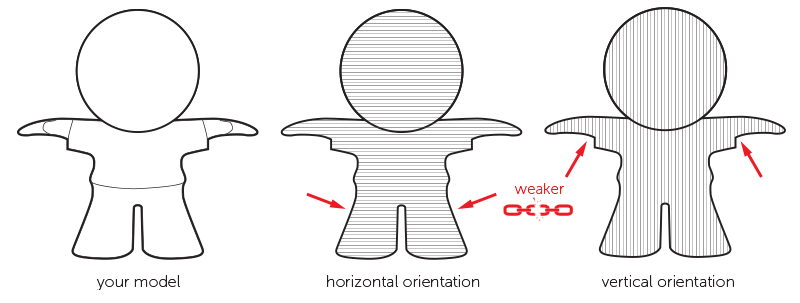
Verschiedene Faktoren machen es schwer das Ergebnis des Polierprozesses genau vorherzusagen. Ein Faktor ist die Geometrie des Modells, die sich jedes Mal anders verhalten kann wenn das Modell in die Poliertrommel gegeben wird. Im Allgemeinen sollte die Wandstärke in Ihrem Modell stets mindestens 1 mm betragen. Auch wenn wir Ihre Modelle vorsichtig in unseren Druckern platzieren und ausrichten, um Schwachstellen durch den schichtförmigen Aufbau des Modells zu minimieren, können einige Teile Ihres Design anfälliger für den Einfluss der Schleifkörper sein als andere. Daher empfehlen wir die Wandstärke wenn möglich etwas zu erhöhen. Verfügt Ihr Modell über feine Details, wie kleine Stifte an der Oberfläche, ist es ist nicht empfehlenswert die Modelle zu polieren, da diese während des Polierprozesses abbrechen.
Polieren von Innenräumen
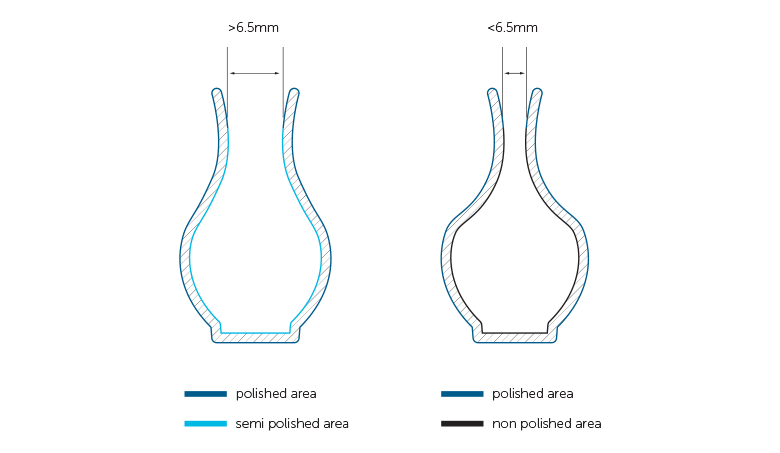
Wie bereits beschrieben werden kleine steinähnliche Schleifkörper verwendet, um die Oberfläche Ihres Modells zu glätten. Auf Grund der Größe der Steine können sie schnell in kleineren Öffnungen steckenbleiben. Daher empfehlen wir, dass alle Öffnungen die in Ihrem Modell die poliert werden sollen einen Mindestdurchmesser von 6,5 mm aufweisen sollten. Beachten Sie außerdem, dass die Innenseiten Ihres Modells immer weniger stark poliert werden als die Außenseiten - falls die Öffnungen in Ihrem Modell kleiner als 6,5 mm sind, ist das Polieren der Innenseite Ihres Modells gar nicht möglich.
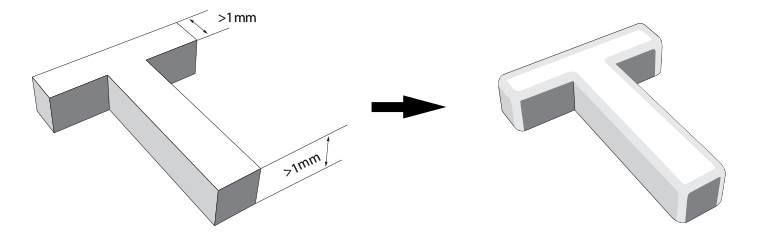
Abgerundete Ecken
Weist Ihr Modell scharfe Kanten auf, werden diese durch das Polieren abgerundet. Bereits abgerundete Ecken und ebene Übergänge zwischen Oberflächen werden stärker poliert als scharfe Kanten. Beim Polieren wird 0,1 mm Material von Ihrem Modell abgetragen, fügen Sie also zusätzliche Wandstärke hinzu, um Probleme zu vermeiden.
Eingravierte oder aufgeprägte Details
Aufgeprägte Details an Ihrem Modell können durch die Schleifkörper abgetragen werden. Verstärken Sie diese Details daher um mindestens 1 mm, um zu verhindern, dass diese durch das Polieren verschwinden. Eingravierte Details stellen hier ein geringeres Problem dar, da die Schleifkörper die Innenflächen der Gravur in der Regel nicht erreichen. Die Kanten der Gravur können allerdings trotzdem durch das Polieren beeinträchtigt werden. Stellen Sie daher sicher, dass ihre Gravur tiefer als 1 mm ist, um auf der sicheren Seite zu sein.
Designspezifikationen
- 250 x 340 x 360 mm (natural)
- 250 x 340 x 360 mm (dyed black)
- 200 x 200 x 200 mm (polished)
- 200 x 150 x 150 mm (polished and dyed black)