Grundsätzliche Regeln, Tipps und Tricks
Grundsätzliche Regeln, Tipps und Tricks
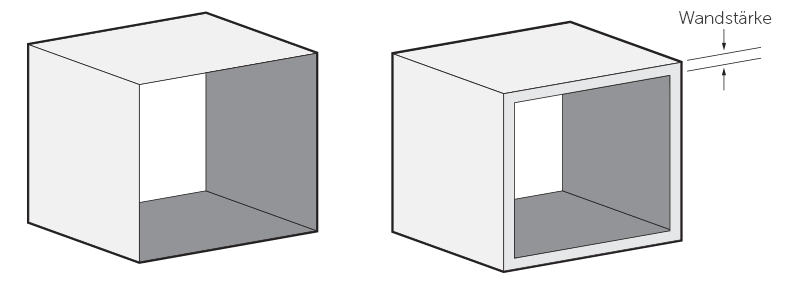
Beim 3D-Drucken bezeichnet die Wandstärke die Distanz zwischen den parallelen Außenflächen einer Wand eines Modells. Für die meisten Silbermodelle sollte die minimale Wandstärke bei Modellen mit Glanz-Finish 0,6 mm und bei Modellen mit Hochglanz-Finish 0,8 mm betragen. Bei besonders kleinen Objekten wie den Bändern eines Rings, sollte die Wandstärke mindestens 1 mm betragen. Die Zerbrechlichkeit des Silber kann beim Tragen des Rings einen Bruch hervorrufen, wenn die Wandstärke zu gering ist.
Hohe Auflösung
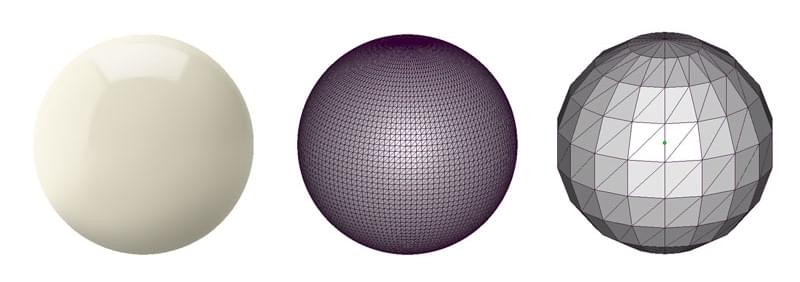
Da die Auflösung des Wachsdrucks so hoch ist, sollten Sie Ihr Modell mit einer ausreichenden Detailgenauigkeit hochladen, um zu vermeiden, dass die Dreiecke aus denen das Modell aufgebaut wird sichtbar werden.
Geometrie
Hohle Modelle
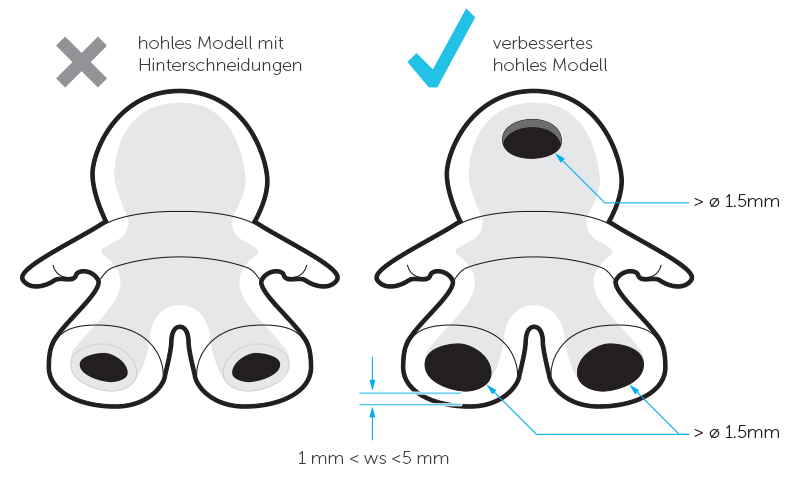
Das Material erlaubt es hohle Modelle zu drucken. Dabei sollten Sie allerdings beachten, dass Ihr Modell ausreichend viele Öffnungen hat über die überschüssiges Wachs entfernt werden kann und dass der Gips beim Gießen ausreichend gestützt wird. Sonst kann Ihr Modell nicht richtig gegossen werden. Versehen Sie Ihr Modell mit so vielen Öffnungen wie möglich (mindestens 2 auf jeder Seite), alle mit einem Mindestdurchmesser von 1,5 mm.
Detailgröße
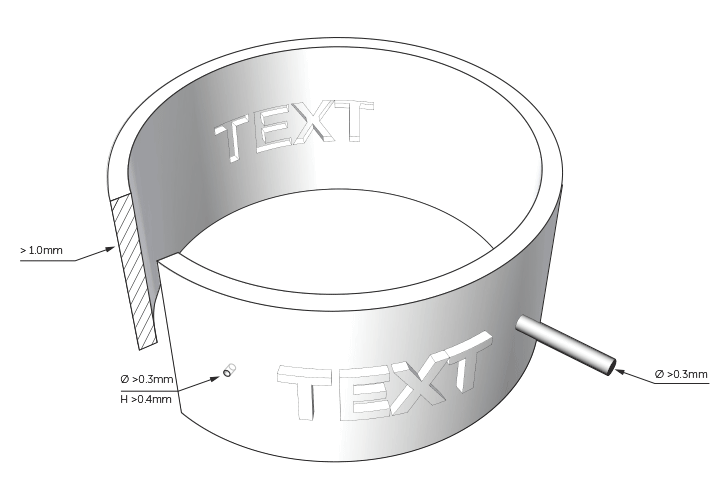
Die kleinsten Details sollten einen Mindestdurchmesser von 0,35 mm und eine minimale Höhe von 0,4 mm haben und mit einer festen Oberfläche verbunden sein. Details in dieser Größe sind geeignet für besonders filigrane Modelle wie Schmuck mit Micro Pave Details
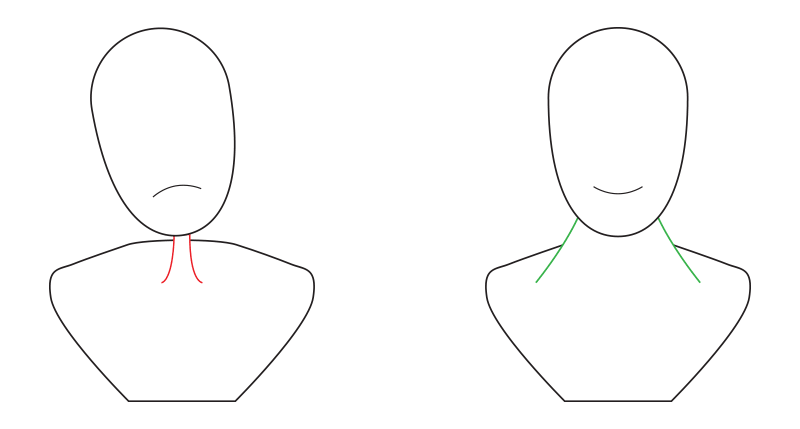
Da Silber kein besonders festes Material ist, sollten längere Strukruren wie Stäbe oder Zacken einen Mindestdurchmesser von 0,8 mm aufweisen. Diese können sonst beim Gussvorgang oder beim Tragen abbrechen.
Abstandsmaß
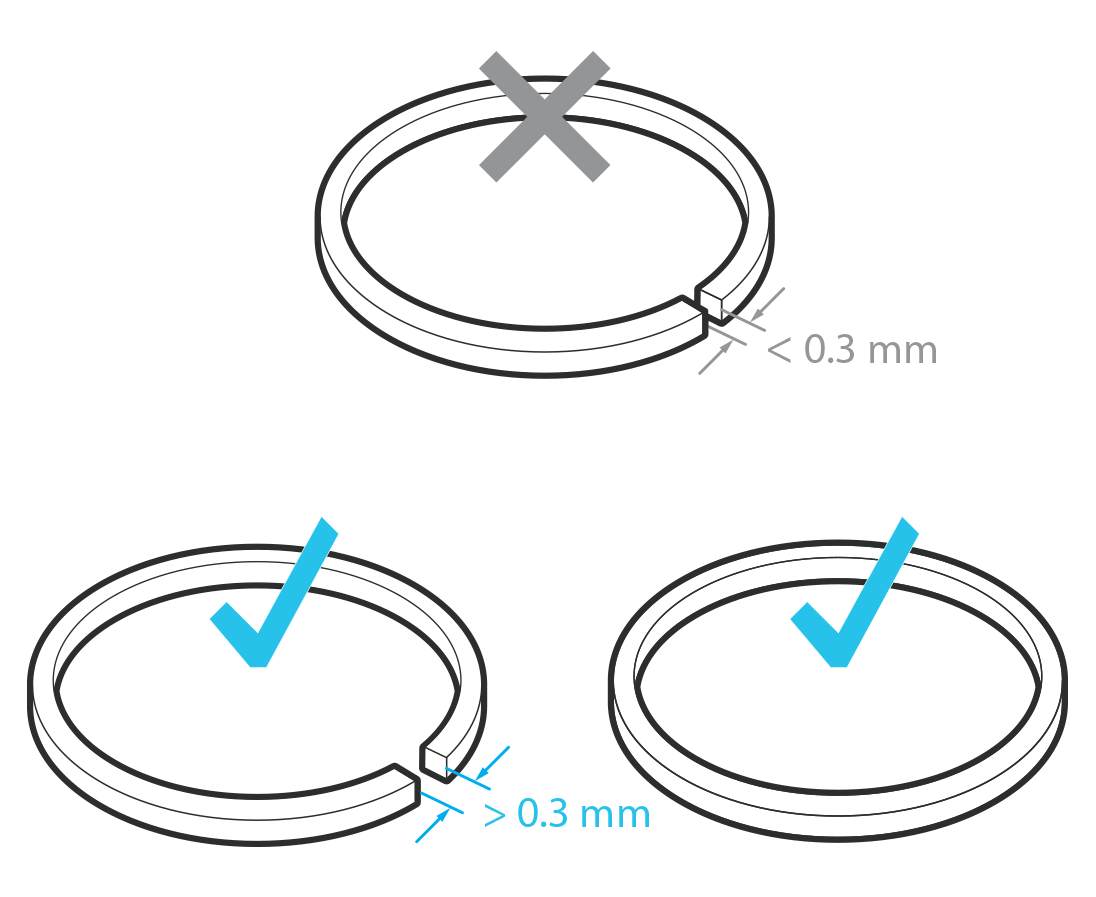
Der Zwischenraum zwischen zwei oder mehreren Bauteilen wird Abstandsmaß genannt. Ist dieser Abstand zu gering, können die Bauteile beim Gießen zusammengeschmolzen werden. Ihr Modell wird zunächst aus Wachs gedruckt, in einem Behälter platziert und mit flüssigem Gips bedeckt. Das Wachs wird ausgebrannt und so ein Hohlraum in dem ausgehärteten Gips geschaffen, der als Form für das Gießen Ihres Modells dient. Ist die Lücke zwischen den einzelnen Teilen Ihres Modells zu klein, kann der Gips möglicherweise nicht vollständig eindringen oder es entstehen sehr dünne Wände, die beim Ausgießen mit flüssigem Metall brechen können. Beides wird Fehler in Ihrem Modell hervorrufen. Daher empfehlen einen Mindestabstand von 0,3 mm. Wenn es unmöglich ist den Abstand zu vergrößern, können Sie die Oberflächendetails zusammenschmelzen lassen, falls eine Trennung nicht nötig ist.
Polieren
Um Ihr Modell zu polieren müssen alle Oberflächen zugänglich sein. Wir können keine Hohlräume abpfeilen, abschmirgeln oder polieren und scharfe Kanten werden abgerundet. Außerdem können komplexe, netzartige Strukturen im Inneren des Modells unmöglich erreicht werden.
Nachbearbeitung und der Einfluss auf den Detailgrad
Nach Abschluss des Gussvorgangs wird Ihr Modell nachbearbeitet. Die Nachbearbeitungsprozesse für das "Glanz"-, "Satin"-, "Sandgestrahlt"- und "Hochglanz"-Finish sind alle einzigartig und haben unterschiedliche Auswirkungen auf den Detailgrad Ihres Modells.
- Glanz Modelle werden mit einem magnetischen Polierverfahren bearbeitet. Dieses Verfahren ist das am wenigsten aggressive und trägt zwischen 0,05 mm und 0,075 mm von der Oberfläche Ihres Modells ab. Dieses Finish ist am besten geeignet, um einen hohen Detailgrad beizubehalten; die Oberflächen werden allerdings weniger glatt und geschmeidig als bei Hochglanz Modellen.
- Sandgestrahlte Modelle werden durch Druckluft mit einem Strahlmittel nachbearbeitet. Die Oberfläche Ihres Modells bekommt dadurch einen glatten, matten Look. Durch dieses Finish werden zwischen 0,10 mm und 0,15 mm von der Oberfläche des Modells abgetragen.
- Satin Modelle werden manuell mit einer Drahtbürste bearbeitet. Dabei werden etwa 0,10 mm bis 0,15 mm Material von Ihrem Modell entfernt.
- Hochglanz Modelle werden manuell mechanisch poliert. Dieses Verfahren ist das aggressivste der eingesetzten Finishing-Prozesse und trägt zwischen 0,10 mm und 0,15 mm von der Oberfläche des Modell ab. Scharfe Kanten werden abgerundet. Durch die Nachbearbeitung wird daher der niedrigste Detailgrad erreicht. Die Oberfläche ist dafür besonders geschmeidg und glänzend.
- AntikModelle werden manuell mechanisch poliert. Dieses Verfahren ist das aggressivste der eingesetzten Finishing-Prozesse und trägt zwischen 0,10 mm und 0,15 mm von der Oberfläche des Modell ab. Scharfe Kanten werden abgerundet. Durch die Nachbearbeitung wird daher der niedrigste Detailgrad erreicht. Die Oberfläche ist dafür besonders geschmeidg und glänzend.
Sie sollten den Materialabtrag beim Designen Ihres Modells berücksichtigen.
Verschachtelte Objekte, bewegliche und ineinandergreifende Teile
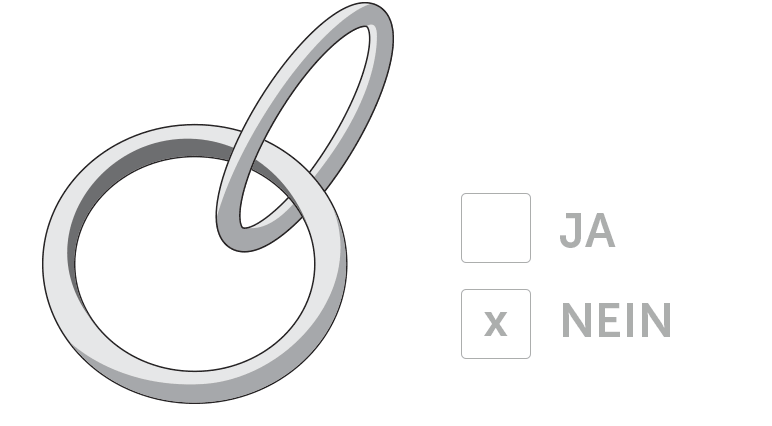
Ineinander verschachtelte Objekte (in anderen Objekten eingeschlossene Objekte), bewegliche Teile und ineinandergreifende Teile, wie beispielsweise Ketten, können mit dieser Drucktechnologie nicht hergestellt werden. Der Grund dafür sind die Stützstrukturen die vor dem Ausgießen mit Silber entfernt werden müssen.
Eingravierter Text und Oberflächendetails
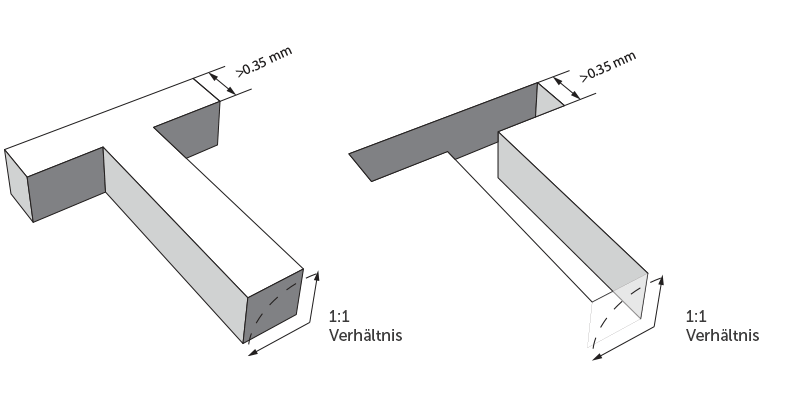
Für eingravierte oder aufgeprägte Details wie Text, empfehlen wir ein maximales Höhe/Tiefe zu Breite-Verhältnis von 1:1. Beachten Sie auch die minimale Wandstärke von 0,35 mm.
Grundregeln, Tipps und Tricks für Antik-Modelle
Antik-Modelle werden in zwei Schritten nachbearbeitet. Zunächst wird Ihr Modell einem Oxidationsprozess unterzogen: Eine Schwefelmischung sorgt dabei dafür, dass das Silber dunkler und matter wird. Anschließend werden die höhergelegenen Bereiche des Modells manuell poliert. Vertiefte Flächen werden durch den Prozess nicht beeinflusst und bleiben dunkel und matt.
Minimale Abmessungen von vertieften Bereichen.
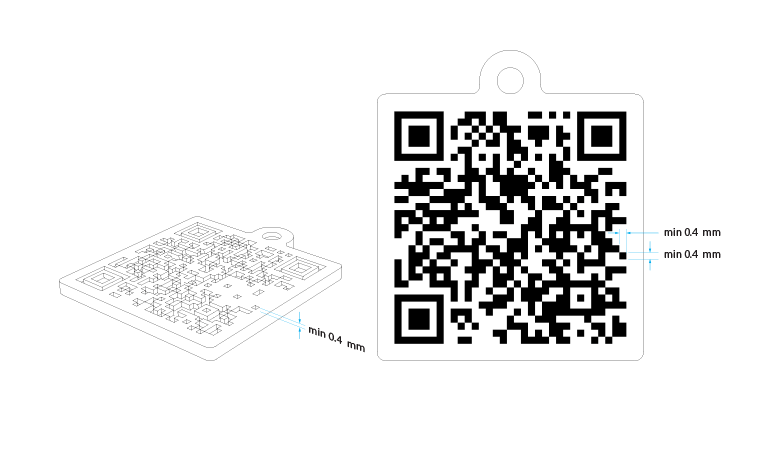
Vertiefte Bereiche müssen eine minimale Fläche von 0,4 mm in der Länge x 0,4 mm in der Breite x 0,4 mm in der Höhe haben um ein sichtbares Ergebnis zu erreichen. Da der finale Polierprozess manuell durchgeführt wird ist jedes Modell einzigartig,
Designspezifikationen
88 x 63 x 125 mm
0,3 mm