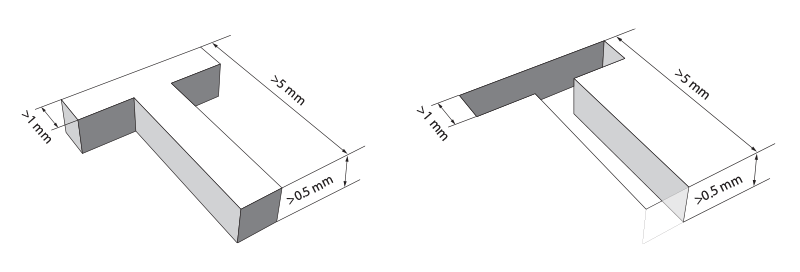
Wall Thickness
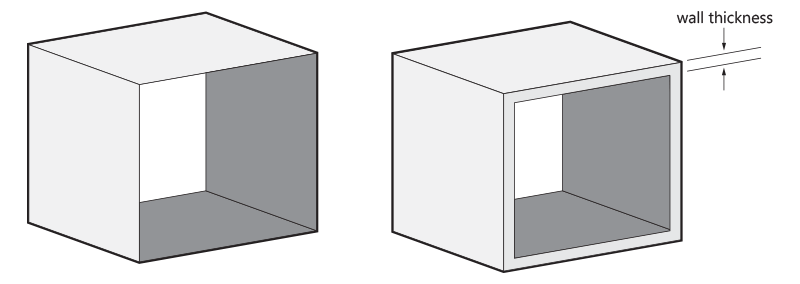
In 3D printing, wall thickness refers to the distance between one surface of your model and the opposite sheer surface. For Titanium, the minimum wall thickness you can use is 0.5 mm for small surfaces or features up to 15 mm by 15 mm. However, if you plan on making larger sections, the wall thickness should be increased to at least 1 mm.
Detail Size

Very small levels of detail (as small as 0.25 mm) are also possible when you print in Titanium using Direct Metal Laser Sintering (DMLS). Detail sizes refer to the distance between the wall of your model and the surface of your detail. Letters are also considered as details but they have different specifications (explained further below).
Geometry
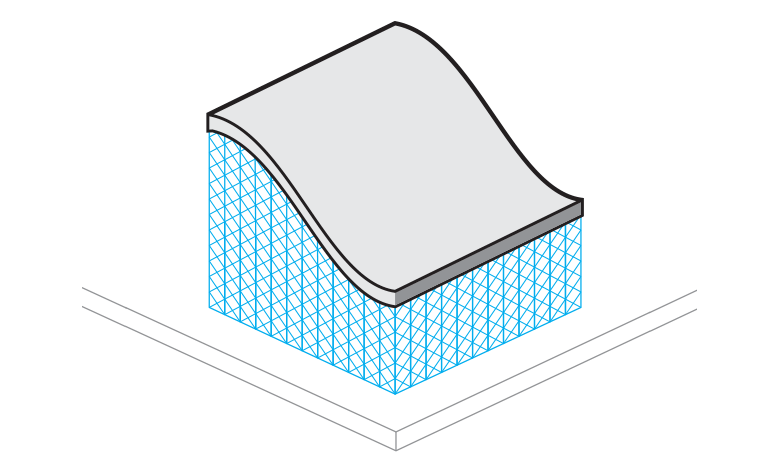
Organic or freeform shapes look more attractive in titanium than angular shapes, right angles, and straight lines. Angles measuring less than 40° tend to lead to poorer surface quality, while steep angles of more than 40° are likely to have better, smoother surfaces. An overhanging structure (e.g. underside of a table) will be likely to have poor surface quality.
Your model in titanium is 3D-printed using DMLS. To avoid or minimize stresses while printing your model, which might eventually deform the model, it is advised to round off or fillet the edges in your design. Also, avoid sharp edges for the same reason.
The ideal shape to make when using DMLS is that of a mesh. These shapes make it easy to design for this process and deliver the best results.
Dimensional Accuracy
DMLS is the metal 3D printing process with the highest dimensional accuracy by far. Dimensional accuracy doesn’t relate to the detail of your model but to the deviation from the nominal size. The general tolerance of the material we offer is 2% with a minimum of ±200 µ. Normally, the general tolerance for 3D-printed Titanium is 0.2%. However, for our typical use (mainly jewelry), we have chosen an optimal balance between affordability and accuracy.
Support
Titanium is 3D printed using DMLS. Direct Metal Laser Sintering begins with a bed of titanium powder, which is then sintered by a laser. Support structures are also 3D-printed in titanium. The support structures keep your model rigid during printing and prevent internal stresses and deformations. Walls or overhangs with angles measuring below 40° typically need to be supported as they would otherwise collapse during the printing process. Afterward, the support is removed manually. Some evidence of the removed support structures may still be visible.
Nested Objects, Hinged and Interlinking Parts
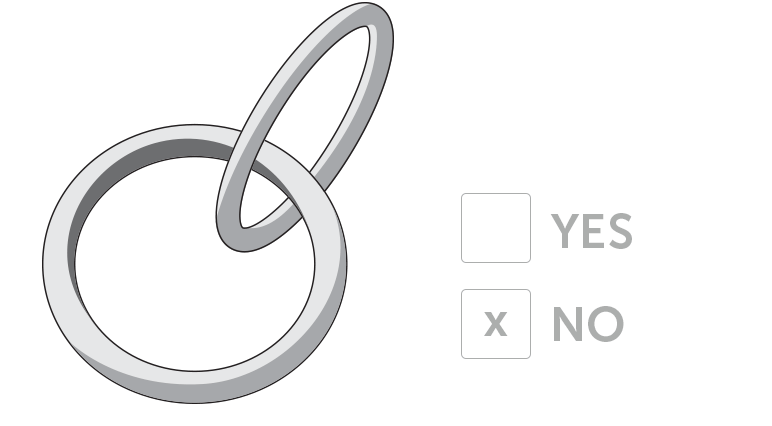
Nested objects (objects floating within another object), hinged parts, and interlinking parts such as chains cannot be made using DMLS because this technology requires the use of support structures.
Engraved Text and Surface Details