Wandstärke

Beim 3D-Drucken bezeichnet die Wandstärke die Distanz zwischen den parallelen Außenflächen einer Wand eines Modells. Für das Drucken von Aluminium sollte die minimale Wandstärke 1 mm sein.
Detailgröße

Sehr kleine Details (bis zu min. 0,25 mm) können ebenfalls mit Aluminium hergestellt werden. Die Detailgröße bezieht sich dabei auf den Abstand zwischen der Oberfläche Ihres Modells und der Detailoberfläche. Buchstaben werden ebenfalls als Oberflächendetails eingeordnet, haben allerdings andere Spezifikationen (siehe Absatz unten).
Geometrie

Organische oder Freiformflächen aus Aluminium sehen ansprechender aus als Strukturen mit rechten Winkeln oder geraden Linien. Winkel kleiner als 35° führen in der Regel zu einer schlechteren Oberflächenqualität, während größere Winkel meist für bessere, glattere Oberflächen sorgen. Überhängende Bereiche (wie beispielsweise die Unterseite eines Tisches) weisen tendenziell eine schlechte Oberflächenqualität auf.
Ihr Aluminiummodell wird mittels DLMS gedruckt. Um eine Verformung des Modells zu vermeiden, ist es unbedingt erforderlich Beanspruchungen während des Druckprozesses auszuschließen oder zu minimieren. Wir empfehlen Ihnen Kanten in Ihrem Design ab- oder auszurunden. Vermeiden Sie aus dem gleichen Grund besonders scharfe Kanten.
Die ideale Form, die mit diesem Verfahren hergestellt werden kann, ist die einer Gitterstruktur mit Löchern. Solche Strukturen sind mit diesem Verfahren leicht herzustellen und liefern die besten Ergebnisse.
Maßgenauigkeit

DMLS ist mit Abstand das 3D-Druck-Verfahren für Metall mit der höchsten Maßgenaugikeit. Die Maßgenauigkeit bezieht sich dabei nicht auf den Detailgrad Ihres Modells, sondern um die Abweichung von der Größe Ihres ursprünglichen Designs. Die allgemeine Toleranz für das Material liegt bei 2% mit einem Minimum von ±200 µm. Normalerweise liegt die Toleranz für 3D-gedrucktes Aluminium bei 0,2%. Für Ihre Modelle haben wir uns jedoch für einen optimalen Mittelweg zwischen Genauigkeit und Bezahlbarkeit entschieden.
Stützstrukturen

Aluminium wird mittels DLMS gedruckt. Beim Direkten Metal Laser-Sintern (DLMS) wird das Aluminiumpulver schichtweise mit einem Laserstrahl gesintert, der gemäß der Konturen Ihres Designs über das Pulverbett bewegt wird. Stützstrukturen werden ebenfalls aus Aluminium gedruckt. Die Stützstrukturen geben Ihrem Modell während des Druckprozesses halt und wirken Spannungen und Verformungen entgegen. Wände und Überhänge mit Winkeln kleiner als 40° müssen in der Regel gestützt werden, da Sie sonst während des Druckprozesses kollabieren. Anschließend werden die Stützstrukturen manuell entfernt und Ihr Modell wird sandgestrahlt. Kleinere Rückstände der entfernten Strukturen können sichtbar bleiben.
Pulverentfernung

Modelle können ausgehöhlt werden. Versuchen Sie eine minimale Wandstärke von 1 mm einzuhalten und eine Öffnung mit einem minimalen Durchmesser von 3mm in Ihrem Modell zu platzieren. Diese Öffnung dient der Entfernung von überschüssigem Pulver aus dem Modell. Größere und komplexere Hohlräume benötigen mehrere Löcher mit größerem Durchmesser. Wir empfehlen einen minimalen Durchmesser von 7 mm. Löcher in der Mitte Ihres Modells sind für gewöhnlich am günstigsten, da so überschüssiges Pulver besonders leicht entfernt werden kann.
Löcher und Gewinde

Der empfohlene Mindestdurchmesser für Löcher liegt bei 1mm. Dieser Durchmesser ist erforderlich um das Pulver vollständig aus dem Loch zu entfernen; ist das Loch kleiner, bleiben Pulverreste in dem Loch zurück. Komplexe und unregelmäßig geformte Löcher können unmöglich vollständig von Pulver befreit werden. Daher können wir nicht garantieren, dass Modelle mit solchen Strukturen exakt dem zugehörigen Design entsprechen. Wenn perfekte, gerade Löcher benötigt werden, berücksichtigen Sie, dass die Löcher in Ihrem Modell etwas kleiner ausfallen werden als in Ihrem Design. Sie können das Loch nachträglich nachbohren, um die exakten Maße zu erreichen.
Auch wenn die Maßgenauigkeit sehr hoch ist, können keine Gewinde mit diesem Verfahren hergestellt werden. Falls Ihr Modell Löcher mit Gewinde benötigt, empfehlen wir etwas kleinere Löcher zu designen und nachträglich ein Gewinde in das entsprechende Loch im gedruckten Modell zu bohren. Kleine Korrekturen an dem gedruckten Modell können mittels mechanischer Methoden vorgenommen werden.
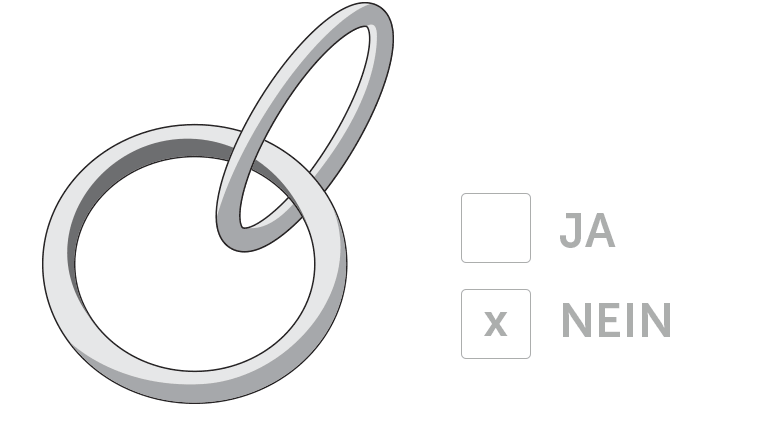
Verschachtelte Objekte, bewegliche und ineinandergreifende Teile

Ineinander verschachtelte Objekte (in anderen Objekten eingeschlossene Objekte), bewegliche Teile und ineinandergreifende Teile, wie beispielsweise Ketten, können mit DLMS nicht hergestellt werden, da Stützstrukturen benötigt werden.
Eingravierter Text und Oberflächendetails

Für eingravierte Texte oder Oberflächendetails empfehlen wir Buchstaben mit einer minimalen Linienstärke von 1 mm, einer Gesamttexthöhe von mindestens 5 mm und einer Tiefe von 0,5 mm. Für aufgeprägte Texte oder Oberflächendetails empfehlen wir eine minimale Linienstärke und eine Höhe von mindestens 1 mm einer Gesamttexthöhe von mindestens 5 mm und eine Tiefe von mindestens 0,5 mm.