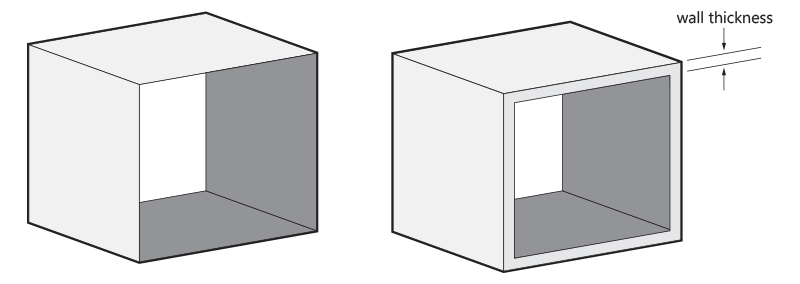
Wall Thickness
High Definition
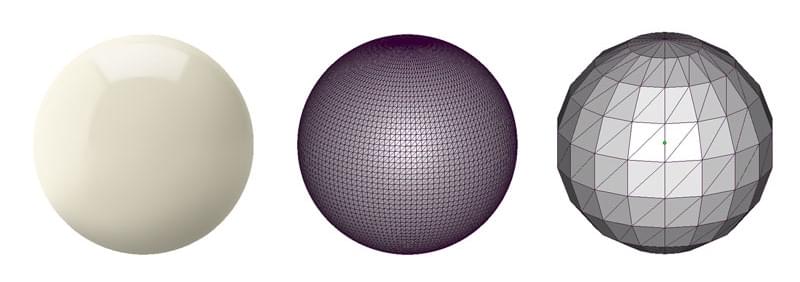
Since the resolution of the wax printing process is so high, make sure that you create your model and export your file with enough definition so you don’t see the triangles.
Geometry
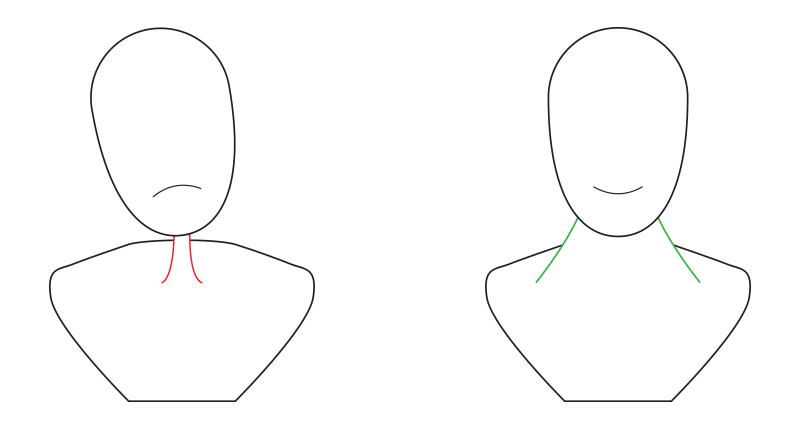
Be careful when having large areas of your model connected supported by thin rods. Compare it to a big head resting on a thin neck. Ask yourself if the rods are strong enough to ‘carry’ the weight of the larger area. Also, internal structures are possible to print, but removing support structures, cleaning them and casting them can be difficult or even impossible. If you have doubts about whether your model is feasible, please contact us.
Hollow Models
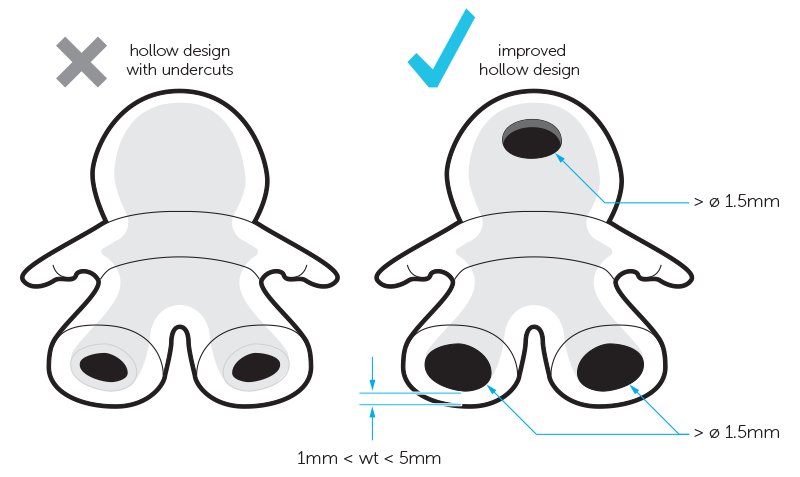
This material allows you to print hollow models. However, keep in mind that you need to incorporate multiple holes or slots so that we can get rid of any unprinted wax resin. In addition, you will need to make sure that the casting plaster is sufficiently supported or your model will not be able to be cast properly. Make as many holes or slots as you possible can. We recommend making two or more holes or slots. Make sure the holes are spread out equally; for example on opposite ends of your design. The holes should have a diameter larger than 1.5 mm.
Feature Size
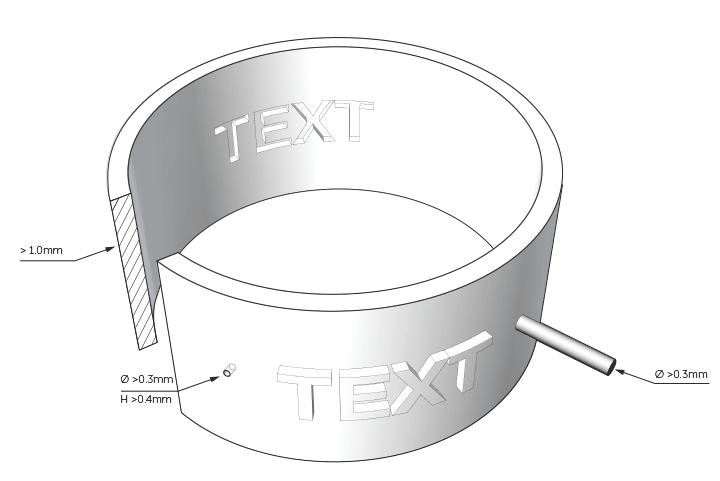
The smallest features in your design should be at least 0.35 mm in diameter and 0.4 mm in height and attached to a solid surface. Details this small are suitable for delicate projects such as micro pavé settings.
Because Brass is not a very strong material, longer features such as rods or prongs (in mesh-like structures) should be at least 0.8 mm in diameter. Otherwise, they might break during casting or even when you wear the piece.
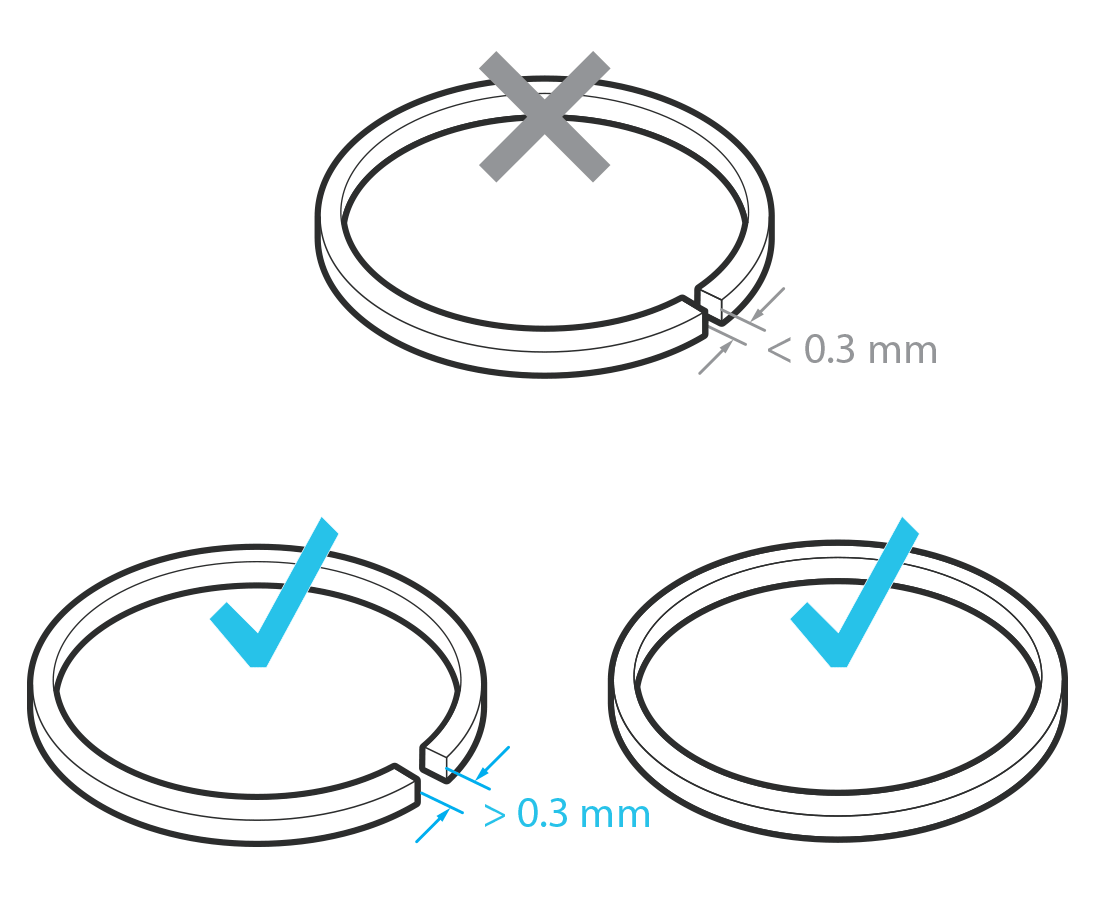
Clearance
Polishing
In order to polish, we have to be able to reach the surfaces. As a rule, we can't file, sand or polish cavities and small sharp edges will be rounded off. Also, as you can imagine, complex internal, mesh-like structures are also impossible to reach.
Nested Objects, Hinged and Interlinking Parts
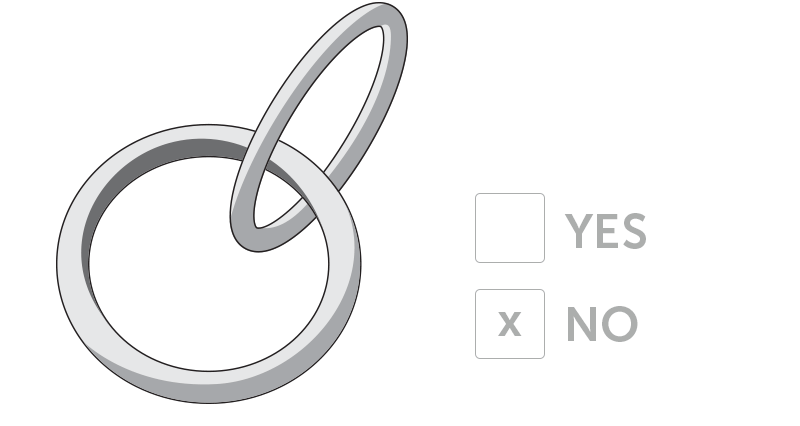
Nested objects (objects floating within another object) or copies or a part within the same file e.g. earrings, hinged parts, and interlinking parts, such as chains, cannot be made with lost wax casting. The reason is that support structures have to be removed before being cast in Brass.
Engraved Text and Surface Details
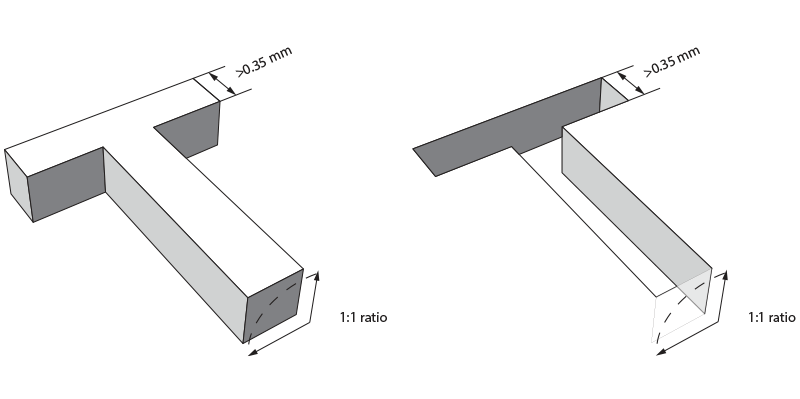
For embossing or engraving details such as text, we advise you to keep a maximum height/depth-to-width ratio of 1:1. Also, keep in mind the minimum wall thickness of 0.35 mm.